 English
English 中文简体
中文简体 русский
русский Español
Español Français
FrançaisНа что следует обратить внимание во время процесса тонкой инъекции стенки?
Тонкая стенка является популярным и эффективным методом, используемым в производстве легких, высоких пластиковых компонентов. Это стало особенно важным в таких отраслях, как упаковка, автомобильная, медицинская и потребительская товары, где спрос на легкие, но долговечные пластиковые детали постоянно увеличиваются. Ключевой особенностью тонкой инъекции стенки является способность производить детали с стенками, которые обычно имеют толщину менее 1 мм, сохраняя при этом конструктивную целостность и эстетическое качество.
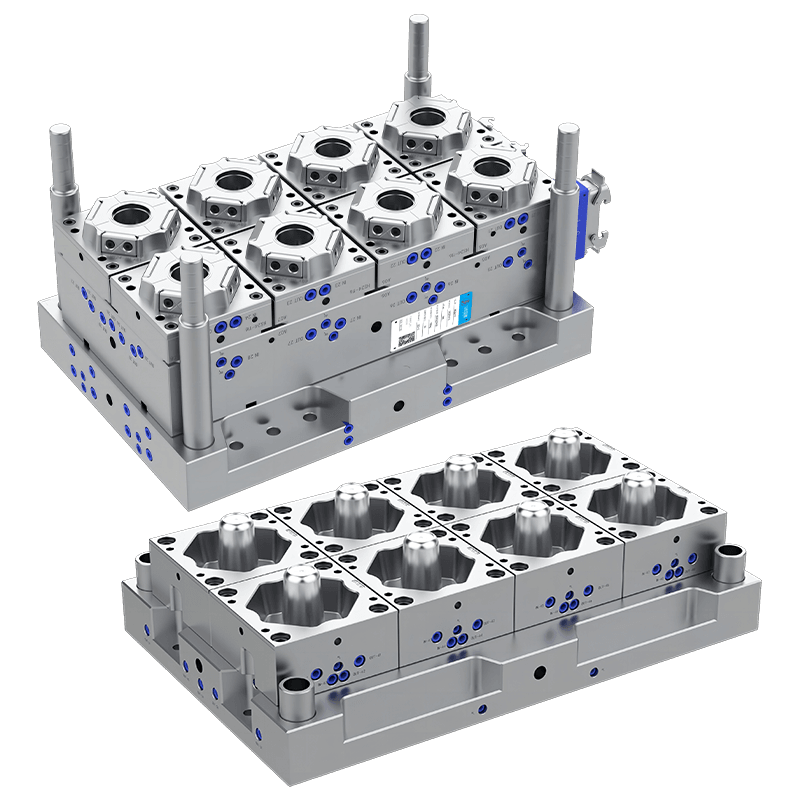
Одним из важнейших факторов в тонком инъекционном формовании является конструкция самой формы. Успех процесса формования начинается с хорошо разработанной плесени, которая может выдерживать высокое давление и температуры, связанные с производством тонкостенных деталей.
Конструкция затвора: ворота - это точка, где расплавленный пластик попадает в полость формы. Для тонких частей стены размещение ворот необходимо для того, чтобы материал равномерно течет по всей полости. Неправильное местоположение ворот может вызвать неравномерное заполнение, привести к дефектам, таким как деформация или неполные детали. Системы горячих бегунов часто используются для обеспечения того, чтобы расплавленный материал оставался при постоянной температуре во время инъекции.
Разваливающая линия и вентиляция: прощальные линии, где встречаются две половинки плесени, должны быть разработаны тщательно, чтобы избежать слабых мест в готовой части. Кроме того, эффективная вентиляция требуется для освобождения воздуха, запертого в полости во время инъекции. Плохое вентиляция может привести к коротким снимкам или пустотам, снижая качество окончательной части.
Каналы охлаждения: для тонкого литья впрыскивания стенки необходимо точное охлаждение для предотвращения неровного времени охлаждения, что может вызвать частичные боевые знаки или раковины. Формы должны быть разработаны с эффективными, равномерно распределенными каналами охлаждения, чтобы гарантировать, что часть охлаждается равномерно и затвердевает контролируемым образом.
Выбор материала играет критическую роль в тонкой инъекции стенки. Тонкостенные компоненты должны иметь высокую потоку, чтобы убедиться, что расплавленный пластик заполняет полость пресс-формы быстро и полностью. Материалы с низкой вязкостью, такие как определенные типы полипропилена (PP), полистирол (PS) или полиэтилен (PE), часто предпочтительны для их способности течь в тонкие срезы плесени, не оставляя дефектов.
Вязкость: для тонких настенных применений материалы с низкой вязкостью лучше подходят, так как они плавно текут в узкие полости без засорения и не испытывая преждевременного затвердевания. Материалы с высокой сумасшедшей могут привести к неполному заполнению или медленному времени цикла, оба из которых приводят к снижению эффективности производства.
Термическая стабильность: поскольку тонкопленка впрыска работает при высоких температурах, выбранный материал должен обладать хорошей тепловой стабильностью, чтобы противостоять деградации во время обработки. Материалы с плохими термическими свойствами могут ухудшаться, что приведет к плохой отделке поверхности или уменьшению прочности деталей.
Соотношение силы к весу: тонкостенные детали должны быть легкими, но достаточно прочными, чтобы выполнить их предполагаемую функцию. Материалы, которые имеют высокое соотношение прочности к весу, такие как усиленные пластмассы, идеально подходят для таких применений.
Давление впрыска и скорость являются критическими факторами в процессе литья в инъекции тонкой стенки. Из -за небольшой толщины стенков деталей материал должен быть введен при высоком давлении, чтобы гарантировать, что он заполняет форму полностью и равномерно до начала охлаждения.
Скорость впрыска: тонкие стены требуют быстрой скорости впрыска, чтобы расплавленный пластик быстро протекал в полость, прежде чем он затвердевает. Медленная скорость впрыска может привести к неполным заполнениям, коротким снимкам или чрезмерному времени охлаждения, что в конечном итоге увеличивает время цикла.
Давление впрыска: Для достижения желаемого качества части необходимо приложить давление впрыска. Слишком низкое давление может вызвать недостаточные полости, в то время как слишком высокое давление может привести к вспышке, деформации или повреждению формы. Требуется тщательный баланс давления впрыска, чтобы гарантировать, что пластика заполняет форму точно и без дефектов.
Рекомендации по сопутствующим товарам
-
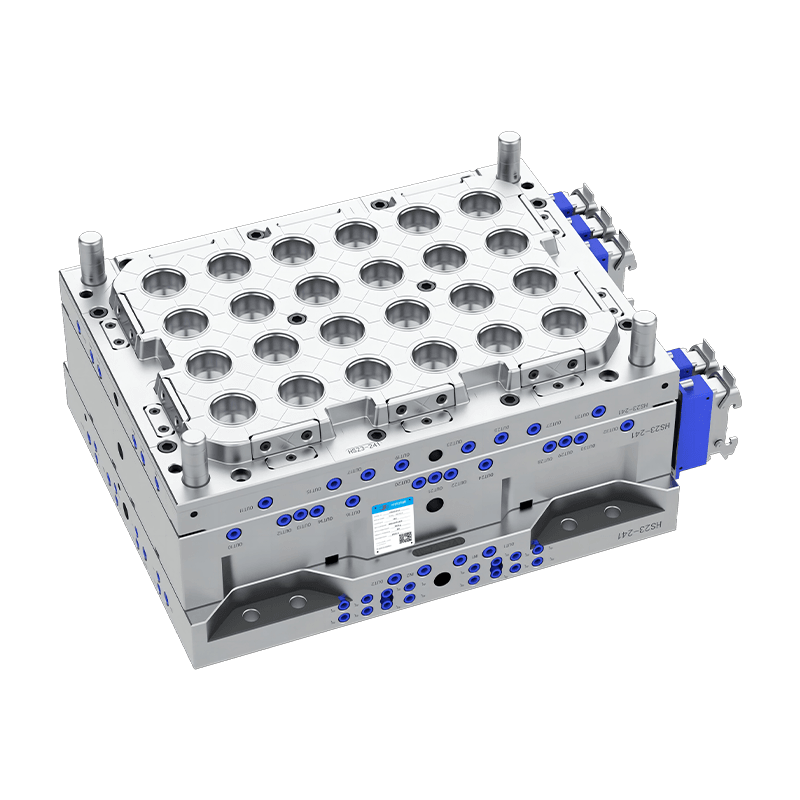
Одноразовая пластиковая форма для стаканчиков из полипропилена
читать дальше -
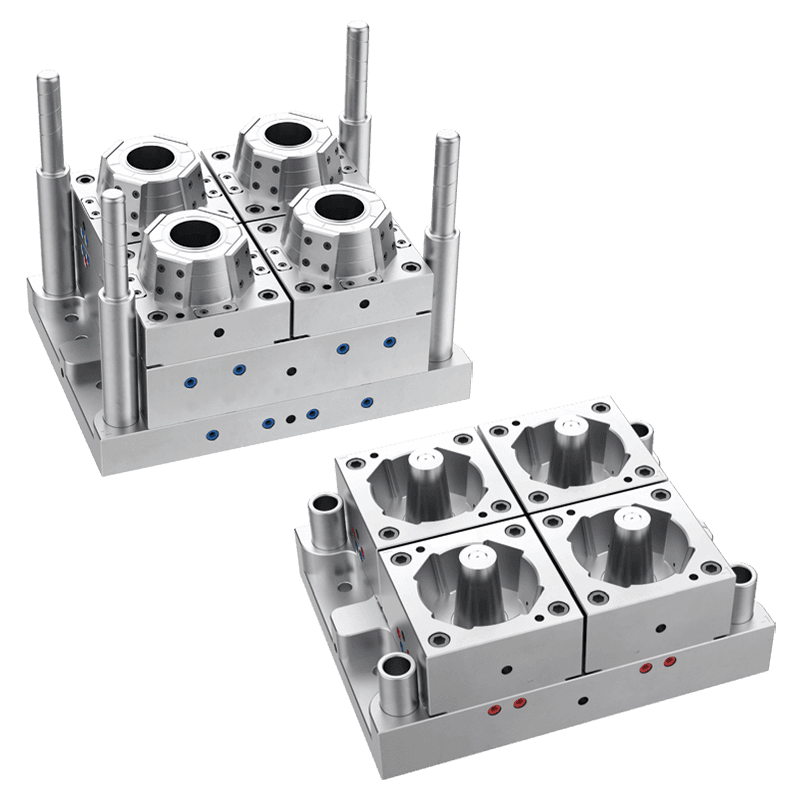
Одноразовая пластиковая разъемная форма для соуса
читать дальше -
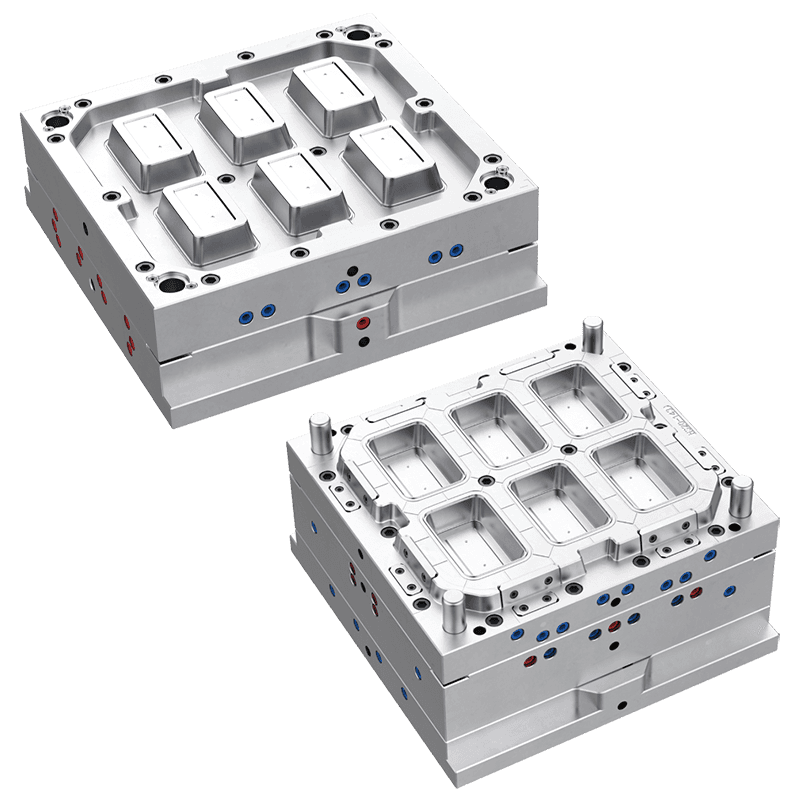
Одноразовая пластиковая квадратная форма для пищевых контейнеров
читать дальше -
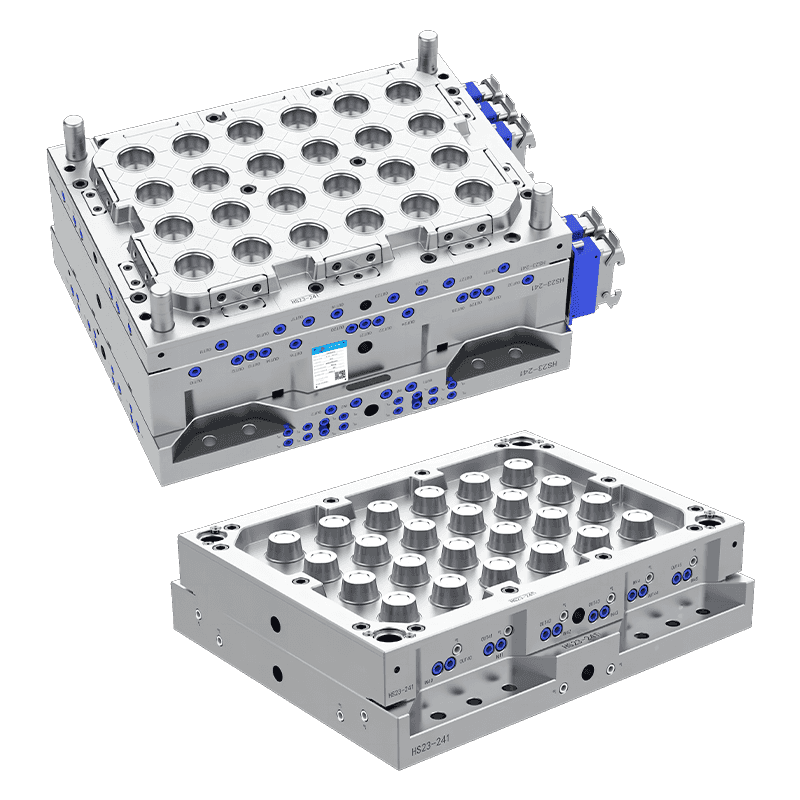
Одноразовая форма для пластиковых стаканчиков для пузырькового чая 5090
читать дальше
Связаться с нами
Электронная почта: [email protected]; Или заполните контактную форму ниже.
Юнкан Хуашунь Молд Ко., Лтд. — высокотехнологичное предприятие, специализирующееся на производстве тонкостенных литьевых форм.
