 English
English 中文简体
中文简体 русский
русский Español
Español Français
FrançaisКакие свойства материала необходимы для форм для пищевых контейнеров, чтобы обеспечить соответствие нормативным требованиям?
Формы для пищевых контейнеров должны быть разработаны для производства контейнеров, соответствующих правилам контакта с пищевыми продуктами: FDA 21 CFR (США), Регламенту ЕС 10/2011 (Европа) и GB 4806 (Китай). Эти правила ограничивают содержание определенных веществ в готовой таре, а также касаются материалов для изготовления форм.
Марка стали пресс-формы. Поверхности полости пресс-формы, которые контактируют с расплавом пластика (и косвенно контактируют с пищевыми продуктами), должны быть изготовлены из коррозионностойкой стали. Стандартные инструментальные стали (P20, H13) приемлемы, если они не переносят остатки на пластик. Однако во многих формах для пищевых контейнеров используется нержавеющая сталь 420 (50–54 HRC) или 17-4 PH (40–45 HRC), поскольку эти марки устойчивы к коррозии под воздействием чистящих средств и кислотных пищевых компонентов. Форма из нержавеющей стали 420 для полипропиленового контейнера для йогурта (pH 4,0–4,5) не подвержена коррозии после 2 миллионов циклов; форма P20 в тех же условиях может вызвать появление пятен на поверхности после 500 000 циклов. Формы из нержавеющей стали также предотвращают образование ржавчины, которая может загрязнить детали.
Разделительные покрытия: в некоторых формах применяются разделительные покрытия на основе ПТФЭ или никель-ПТФЭ (Nedox) для уменьшения прилипания. Покрытие должно быть одобрено FDA для непрямого контакта с пищевыми продуктами. Для покрытий из ПТФЭ состав не должен содержать перфтороктановую кислоту (ПФОК), использование которой ограничено правилами ЕС и США. Толщина покрытия 10–25 мкм. Покрытия толщиной более 50 мкм могут отслаиваться и загрязнять контейнеры. Форма из нержавеющей стали без покрытия с полированной поверхностью (SPI A-2, 0,025–0,05 мкм Ra) обычно выпускает полипропиленовые контейнеры без дополнительных покрытий.
Материалы каналов охлаждения: Каналы охлаждения просверлены в плитах формы; вода течет по этим каналам. Вода может содержать ингибиторы коррозии. Для форм для пищевых контейнеров добавки для охлаждающей воды должны быть нетоксичными и не мигрировать через материал формы. Допускаются стандартные ингибиторы (нитрит натрия, бура). Если на пластинах формы наблюдается коррозия в каналах охлаждения (образование ржавчины), продукты коррозии не контактируют с пластиком, но могут заблокировать каналы. Ежегодная очистка каналов охлаждения 5–10% раствором лимонной кислоты удаляет накипь.
Как обеспечивается герметичность форм для пищевых контейнеров?
Уплотнение между корпусом контейнера и его крышкой имеет решающее значение для свежести продуктов и предотвращения утечек. Для контейнера с защелкивающейся крышкой шириной 4–8 мм форма должна контролировать пятимерные характеристики.
Геометрия канавки для защелкивания крышки: край контейнера имеет канавку или подрез, через который защелкивается крышка. Глубина канавки обычно составляет 0,2–0,5 мм с углом 15–30 градусов на входной стороне. Форма создает эту канавку с помощью складного сердечника или боковых выступов, которые убираются перед выбросом. Для круглой тары канавка должна быть непрерывной и равномерной. Допуск на глубину канавки составляет ±0,03 мм. Канавка, которая с одной стороны на 0,05 мм глубже другой, приводит к неравномерному залеганию крышки; крышка может закрываться на глубокой стороне, но иметь зазор на мелкой стороне.
Угол уклона стенок контейнера для штабелирования: Контейнеры для пищевых продуктов часто штабелируются для транспортировки и хранения. Наружная стена должна иметь постоянный угол уклона (0,5–1,5 градуса с каждой стороны, измеренный от вертикали), чтобы контейнеры устанавливались друг на друга без заеданий. Для контейнера высотой 100 мм осадка на 0,5 градуса приводит к изменению ширины 100 × tan(0,5°) = 0,87 мм сверху вниз. Если осадка варьируется на ±0,2 градуса по полостям, сила штабелирования между контейнерами увеличивается на 30–50%. Производители пресс-форм проверяют осадку с помощью координатно-измерительной машины с ЧПУ (КИМ), измеряя на 3–5 высотах каждой полости.
Как конструкция вентиляции влияет на качество деталей и время цикла изготовления форм для пищевых контейнеров?
Вентиляция позволяет захваченному воздуху выходить из полости, когда расплавленный пластик заполняет форму. Для тонкостенных пищевых контейнеров (0,3–0,6 мм) недостаточная вентиляция является частой причиной дефектов и увеличения времени цикла.
Расположение и глубина вентиляционного отверстия: вентиляционные отверстия размещаются в последней точке, до которой достигает пластик: обычно это углы прямоугольных контейнеров или край круглых контейнеров напротив ворот. Для прямоугольного контейнера размером 150×100 мм с воротами в центре одной длинной стороны последними точками наполнения являются два противоположных угла. Отверстия в этих местах имеют ширину 0,5–1,0 мм и простираются на 5–10 мм от края полости. Глубина вентиляционного отверстия для полипропилена (ПП) – 0,02–0,03 мм; для полиэтилена (ПЭ) – 0,01–0,02 мм; для ПЭТ – 0,01–0,03 мм. Вентиляционные отверстия, расположенные глубже этих значений, могут привести к вспышке (вытеканию пластика из полости). Вентиляционные отверстия размером менее 0,01 мм ограничивают поток воздуха. Закупоренное вентиляционное отверстие (глубина менее 0,005 мм из-за остатков) вызывает локальный нагрев захваченного воздуха при сжатии до 200–300°C, что приводит к образованию следов подгорания (коричневых или черных пятен диаметром 1–5 мм) на углах контейнера.
Влияние на время цикла: Недостаточная вентиляция увеличивает необходимое давление впрыска на 20–40 %, чтобы вытеснить пластик из захваченного воздуха. Более высокое давление увеличивает потребность в зажимном усилии и может увеличить время цикла, поскольку более высокое давление уплотнения требует более длительного времени удержания. Для формы с 32 полостями для производства полипропиленовых контейнеров емкостью 500 мл вентилируемая форма (правильная глубина, чистка еженедельно) выполняется за 12 секунд; для той же формы с частично заблокированными вентиляционными отверстиями (эффективная глубина 0,008 мм) требуется 14–15 секунд, что снижает производительность на 15–20%.
График обслуживания вентиляционных отверстий. В вентиляционных отверстиях форм для пищевых контейнеров скапливаются остатки пластика, средства для высвобождения формы и пищевые смазочные материалы. Рекомендуемая периодичность чистки: каждые 20 000–50 000 циклов (приблизительно каждые 3–5 дней при трехсменной работе). Метод очистки: снимите вставку вентилируемой полости; для удаления остатков используйте латунный скребок (не стальной); продуйте сжатым воздухом. Ультразвуковая очистка в мягком моющем растворе (60°C, 15–20 минут) восстанавливает глубину вентиляционного отверстия. Пресс-форма с документально оформленным графиком очистки вентиляционных отверстий показывает уровень пригорания ниже 0,5%; без очистки следы пригорания появляются на 3–8% контейнеров после 100 000 циклов.
Рекомендации по сопутствующим товарам
-
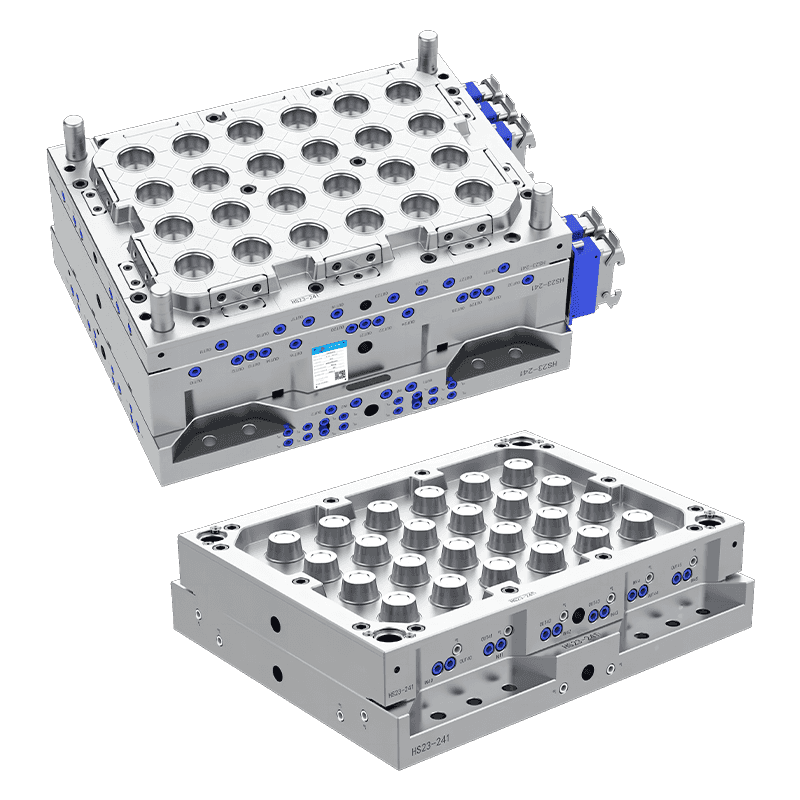
Одноразовая пластиковая форма для стаканчиков из полипропилена
читать дальше -
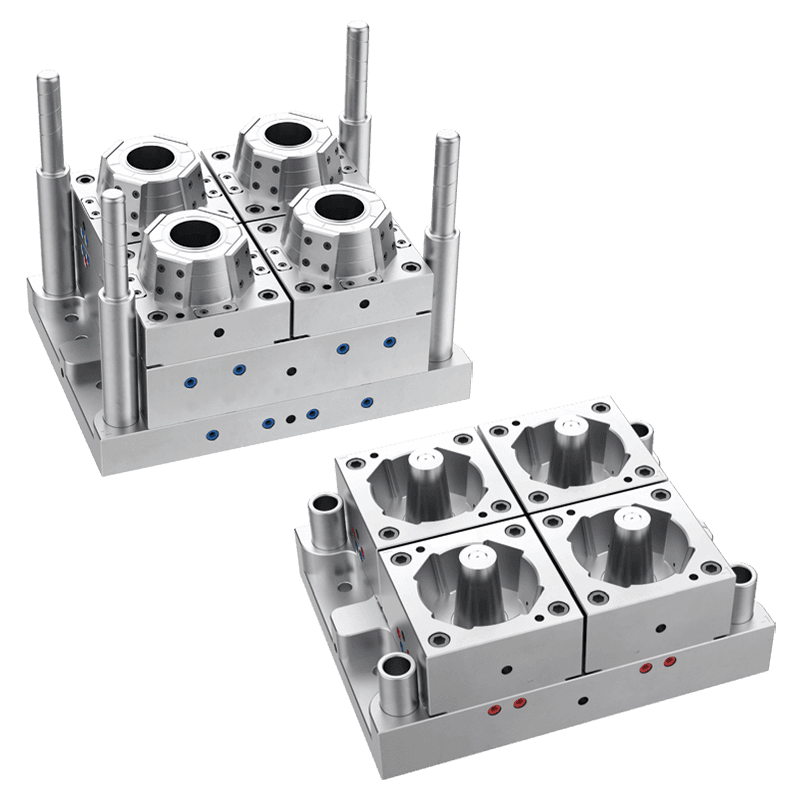
Одноразовая пластиковая разъемная форма для соуса
читать дальше -
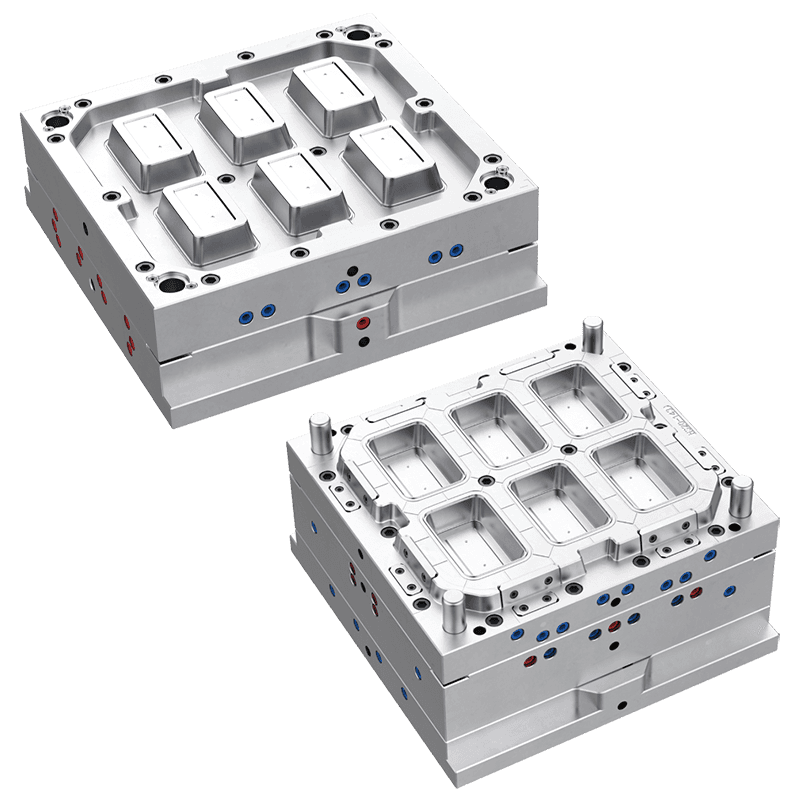
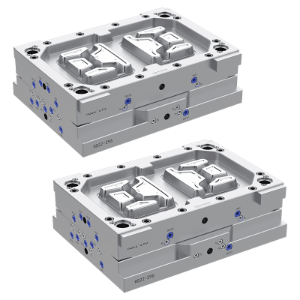
Одноразовая пластиковая квадратная форма для пищевых контейнеров
читать дальше -
Одноразовая форма для пластиковых стаканчиков для пузырькового чая 5090
читать дальше
Связаться с нами
Электронная почта: [email protected]; Или заполните контактную форму ниже.
Юнкан Хуашунь Молд Ко., Лтд. — высокотехнологичное предприятие, специализирующееся на производстве тонкостенных литьевых форм.
