 English
English 中文简体
中文简体 русский
русский Español
Español Français
FrançaisКаковы меры предосторожности при использовании формы для пластиковых стаканчиков?
Распространенные типы на рынке

Пресс-форма для тонкостенных чашек (толщина стенки 0,3-0,8 мм): Многогнездные формы с количеством полостей от 4 до 48. Диаметр чашки 50-100 мм, высота 60-150 мм. Время цикла составляет 4-8 секунд для ПП (полипропилена). В форме используются горячеканальные каналы с клапанными шиберами (8-16 сопел) и конформными каналами охлаждения. Из этих форм изготавливаются одноразовые стаканчики для воды, газированных напитков и кофе.
Пресс-форма для стаканов с толстыми стенками (толщина стенок 1,0-3,0 мм): используется для стаканов многоразового использования (стаканов, пивных кружек, рекламных кружек). Количество камер составляет от 2 до 1. Время цикла составляет 15–35 секунд из-за более длительного охлаждения. В форму входят механизмы отвинчивания чашек с резьбой (ход 8-15 мм) или боковые направляющие для ручек.
Многоуровневая пресс-форма (двухуровневая) для высокой производительности: две параллельные линии разъема производят вдвое больше деталей за машинный цикл. Типичная стопочная форма для чашек емкостью 200 мл имеет 2 x 24 = 48 полостей. Высота формы составляет 800-1200 мм, для этого требуются литьевые машины с расстоянием между плитами более 1300 мм. Время цикла составляет 5-7 секунд, производительность 25 000-35 000 чашек в час.
Форма для термоформования (вакуумная формовка): односторонняя форма с вакуумными отверстиями (диаметром 0,5–1,0 мм) и формовочной пробкой (охватывающей или охватывающей). Температуру формы поддерживают на уровне 50-70°С. Лист пластика (толщиной 0,3-1,2 мм) нагревают до 160-200°С, затем вытягивают на форму. Обрезной пресс обрезает край чашки. Формы для термоформования используются для стаканчиков для йогурта, баночек для маргарина и порционных стаканчиков (10-50 мл).
Пресс-форма для формования под давлением (высокая детализация): аналогична вакуумной формовке, но используется давление воздуха 0,3-0,7 МПа на обратной стороне нагретого листа. Форма изготовлена из литого алюминия (А356) с полированными полостями. Формованием под давлением производятся чашки с более острыми деталями обода (выпуклыми надписями, логотипами), чем при вакуумной формовке. Время цикла составляет 5–12 секунд на лист (4–16 чашек на лист).
Пресс-форма для выдувания под давлением (ISBM – двухэтапная): пресс-форма для преформ (первый этап) производит преформу в форме пробирки с готовой резьбой горловины. Преформу повторно нагревают, затем переносят в выдувную форму (второй этап), где воздух надувает ее до формы чашки. Пресс-формы ISBM позволяют производить стаканчики из ПЭТ высокой прозрачности для смузи, молочных коктейлей и пива. Полости преформ: 8-32; дутьевые полости: 4-16.
Материалы, используемые в форме для пластиковых стаканчиков
Полость и сердечник из стали
Поверхности полости контактируют с расплавленным пластиком (200-260°С). Для крупносерийных литьевых форм (более 2 миллионов циклов) стандартом является хромистая сталь DIN 1.2343 (X40CrMoV5-1). Состав: 0,40% C, 5,0% Cr, 1,3% Mo, 0,4% V. Твердость: 48-52 HRC. Предел прочности: 1450 МПа. Для чашек, требующих оптической прозрачности (прозрачный ПП или ПЭТ), полости полируются до Ra 0,02-0,05 микрон. Для форм среднего объема (500 000–2 миллиона циклов) используется DIN 1.2738 (P20 Ni), предварительно закаленный до твердости 38–42 HRC. Стоимость на 40 процентов ниже, чем у 1,234. Для прототипов или пресс-форм небольшого объема (менее 200 000 циклов) выбирается алюминий 7075-T6. Алюминий имеет теплопроводность 130 Вт/м·К (в 5 раз выше, чем сталь), что сокращает время цикла на 30–40 процентов. Однако алюминиевые полости изнашиваются после 150 000 циклов в зоне литника, где скорость пластического движения превышает 200 мм/с.
Основные вставки и компоненты выброса
Сердцевина образует внутреннюю часть чашки. Для глубоких чашек (отношение высоты к диаметру более 1,2) сердечники изготавливаются из никелевой стали DIN 1.2767 (X45NiCrMo4). Твердость: 50-54HRC. Обработка поверхности сердцевины составляет Ra 0,1-0,2 микрона, что позволяет чашке скользить во время выброса. Гильзы эжектора (тонкие трубки, толкающие обод чашки) изготавливаются из стали SKD61 (H13) с азотированной поверхностью (65-70 HRC на глубину 0,1-0,15 мм). Толщина стенки втулки 0,8-1,5 мм. Для чашек с подрезами (защелкивающимися крышками) применяют разборные сердцевины. Эти ядра состоят из 6-8 сегментов, которые перед выбросом втягиваются радиально. Материал сегмента – DIN 1.2379 (X153CrMoV12), закаленный до твердости 58–60 HRC.
Материалы системы охлаждения
Быстрое охлаждение необходимо для тонкостенных форм для чашек. Каналы охлаждения сверлятся на расстоянии 4-6 мм от поверхности полости. Диаметр канала: 6-10 мм. Для крупногнездных форм (32-48 гнезд) в охлаждающих каналах вблизи дна стакана (самая толстая часть) размещают перегородки из медного сплава (CuZn39Pb3, теплопроводность 110 Вт/м·К). В области края чашки (также толстой) конформные охлаждающие каналы, изготовленные с помощью 3D-печати ( мартенситностареющая сталь 1.2709), повторяют контур края. Конформные каналы сокращают время охлаждения с 6 секунд до 3,5 секунд для чашки объемом 200 мл. Уплотнительные кольца, уплотняющие контуры охлаждения, изготовлены из резины EPDM, рассчитанной на постоянную температуру 150°C.
Компоненты горячеканальной системы
В тонкостенных формах для чашек используются горячеканальные системы с 1-2 соплами на полость. Коллекторы изготовлены из стали DIN 1.2343 (H11). Насадки насадки медно-бериллиевые (С17200, содержание бериллия 1,8-2,0%) или Н13 со сменными насадками. Пальцы клапанов (с пневматическим приводом, 5–8 бар) закрывают форсунку после заполнения. Материал штифта — твердый сплав (WC-6Co) твердостью 89-92 HRA. Диаметр кончика штифта: 1,0-1,5 мм. Насадки требуют замены каждые 500 000–800 000 циклов. Термопары (тип J, заземленный наконечник) размещаются на расстоянии 2 мм от среза сопла, поддерживая температуру в пределах ±1,5°С. Нагревательные элементы картриджного типа (150-300 Вт на сопло, 230 В).
Материалы для термоформования
Для форм вакуумного формования и формования под давлением стандартно используется литой алюминий A356-T6. Состав: 6,5-7,5% Si, 0,25-0,45% Mg. Твердость: 80-95 НВ. Предел прочности: 230 МПа. В форме имеются вакуумные отверстия диаметром 0,5-1,0 мм, расположенные на расстоянии 15-25 мм друг от друга. Для формовки под давлением с высокой детализацией используются композитные формы из эпоксидной смолы и алюминия (эпоксидная смола с алюминиевым наполнителем, 60-70% алюминиевого порошка по весу). Эти композитные формы стоят на 50–70 процентов дешевле, чем обработанный алюминий, и подходят для циклов менее 100 000.
Рекомендации по сопутствующим товарам
-
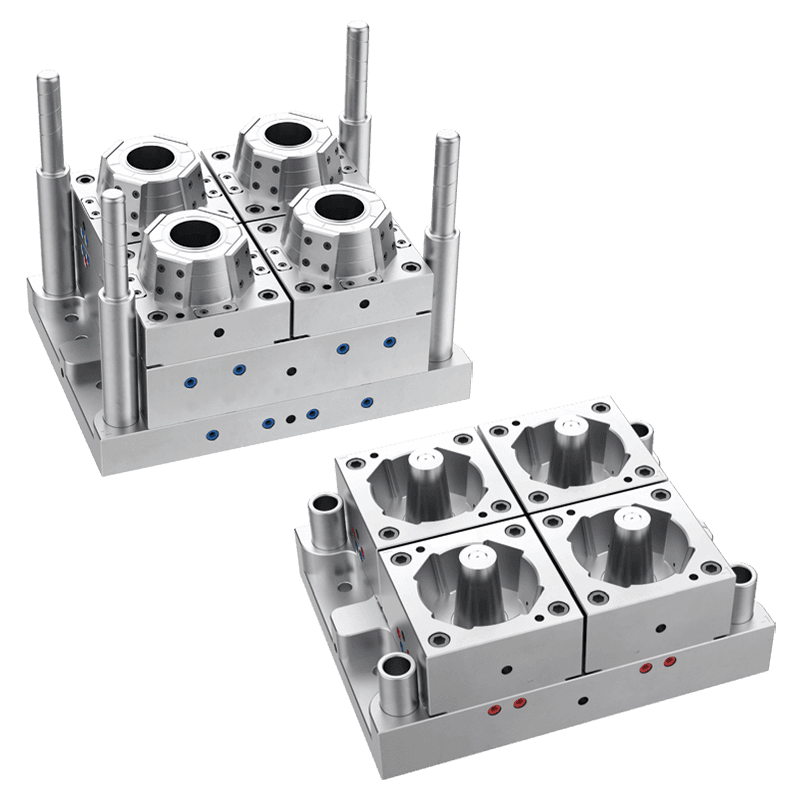
Одноразовая пластиковая форма для стаканчиков из полипропилена
читать дальше -
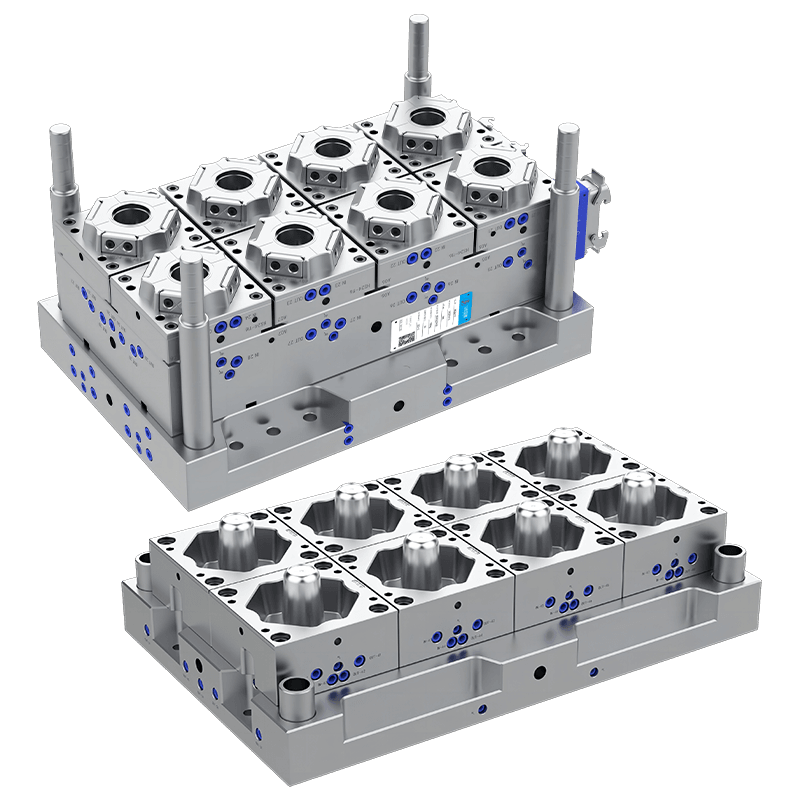
Одноразовая пластиковая разъемная форма для соуса
читать дальше -
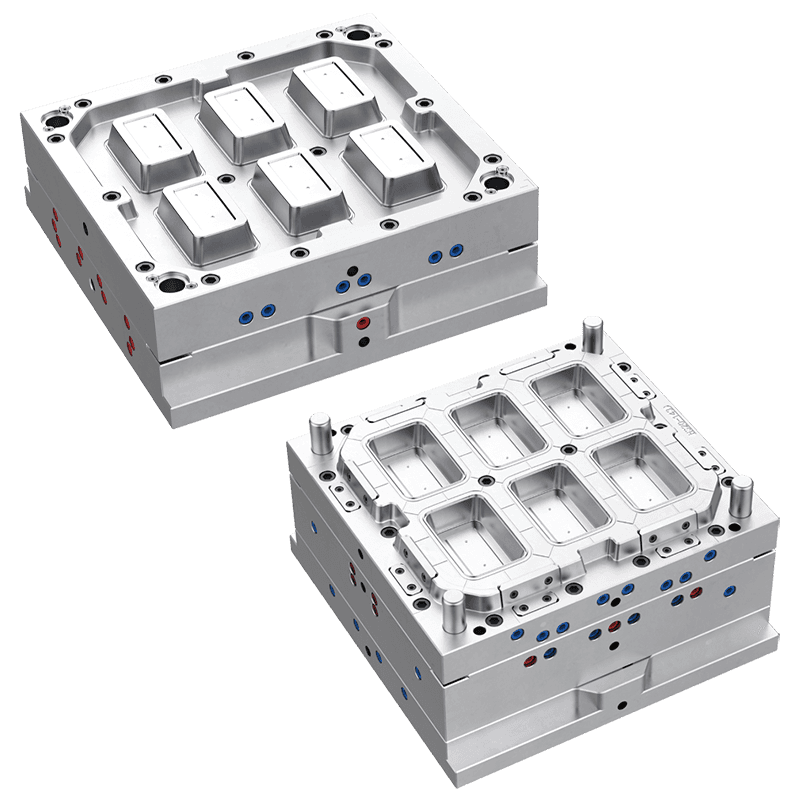
Одноразовая пластиковая квадратная форма для пищевых контейнеров
читать дальше -
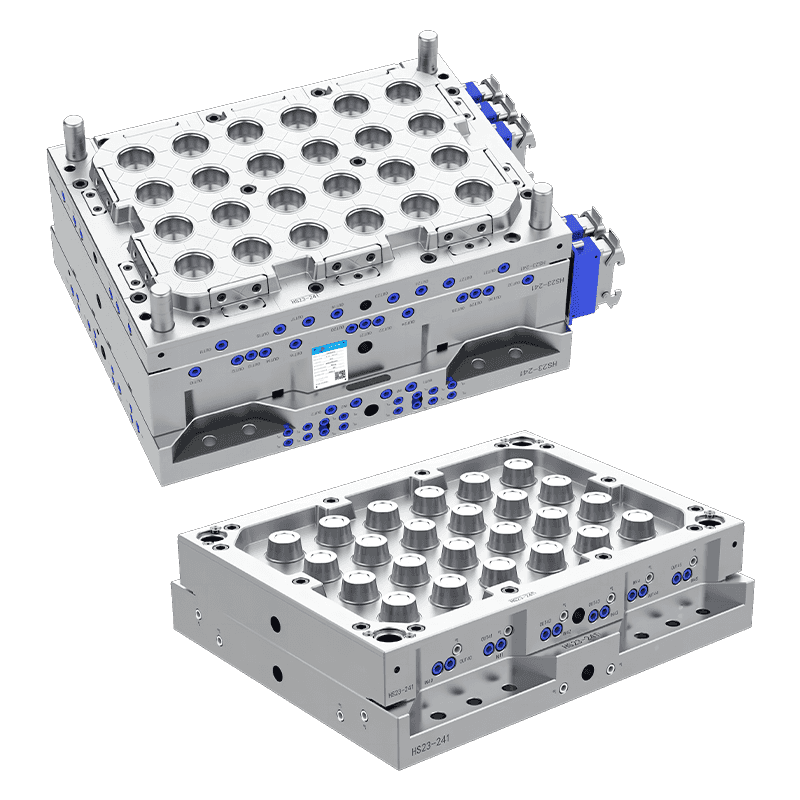
Одноразовая форма для пластиковых стаканчиков для пузырькового чая 5090
читать дальше
Связаться с нами
Электронная почта: [email protected]; Или заполните контактную форму ниже.
Юнкан Хуашунь Молд Ко., Лтд. — высокотехнологичное предприятие, специализирующееся на производстве тонкостенных литьевых форм.
