 English
English 中文简体
中文简体 русский
русский Español
Español Français
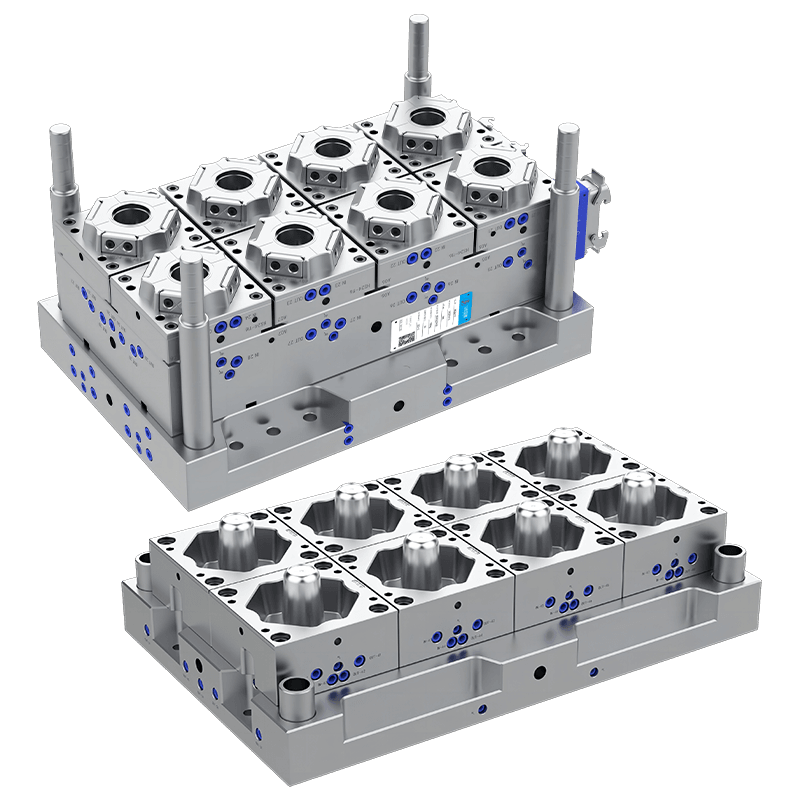
FrançaisФормование контейнеров для еды: какие материалы используются в формах для ланч-боксов?
Пластиковые коробки для завтрака и контейнеры для пищевых продуктов, которые ежедневно используются дома, в школах и на рабочих местах, производятся методом литья под давлением — производственного процесса, в ходе которого расплавленный пластик превращается в прецизионные инструменты, называемые пресс-формами. Эти формы определяют все характеристики конечного продукта: его форму, размеры, текстуру поверхности и даже прозрачность прозрачных крышек. Материалы, выбранные для изготовления этих форм, напрямую влияют на производственные затраты, скорость производства, качество деталей и общее количество контейнеров, которые можно изготовить до того, как инструмент потребует обслуживания или замены.
Инструментальные стали: стандарт для крупносерийного производства
Для форм для ланч-боксов, предназначенных для производства сотен тысяч или миллионов единиц продукции, преобладающим материалом являются различные инструментальные стали. Эти сплавы разработаны так, чтобы выдерживать высокое давление, повышенные температуры и абразивные силы, возникающие при многоцикловом литье под давлением.
Инструментальная сталь P20: это обычная пресс-форма общего назначения для изготовления коробок для завтрака, особенно для умеренных объемов производства.
P20 поставляется в предварительно закаленном состоянии, обычно с твердостью 28-32 HRC (шкала твердости C по Роквеллу), что исключает необходимость дополнительной термообработки после механической обработки для применения.
Он обеспечивает хорошую обрабатываемость, что позволяет относительно быстро изготавливать полости и стержни пресс-форм.
Материал обеспечивает достаточную износостойкость для формования таких пластмасс, как полипропилен (ПП) и полиэтилен (ПЭ), которые обычно используются для изготовления ланч-боксов.
Типичные производственные циклы с P20 могут составлять от 500 000 до 1 000 000 циклов, прежде чем износ станет значительным, в зависимости от абразивности пластика.
P20 часто используется для изготовления основной полости и центральных блоков форм для ланч-боксов, особенно для контейнеров без сложных подрезов или требований к глянцевой отделке.
Инструментальная сталь H13: для форм для ланч-боксов, требующих более высокой износостойкости или работы с более требовательными материалами, часто указывается H13.
H13 — это инструментальная сталь для горячей обработки, которая сохраняет свою твердость при повышенных температурах, противостоит термической усталости и термическому испытанию (растрескиванию, вызванному повторяющимися циклами нагрева и охлаждения).
Обычно он используется в закаленном и отпущенном состоянии, достигая твердости 45-52 HRC.
Этот материал предпочтителен для форм, в которых используются конструкционные пластмассы, такие как поликарбонат (ПК) или акрилонитрил-бутадиен-стирол (АБС), которые иногда используются для изготовления ланч-боксов более высокого класса или прозрачных контейнеров.
H13 также используется для компонентов, подверженных сильному износу, таких как сердечники для защелкивающихся элементов или участки с тонкими стенками, которые испытывают высокое давление впрыска.
Нержавеющие инструментальные стали (например, нержавеющая сталь 420). Когда требуется устойчивость к коррозии, вызванной либо пластиковым материалом, либо охлаждающей водой, циркулирующей через форму, используются нержавеющие инструментальные стали.
Нержавеющая сталь марки 420, закаленная примерно до 48-52 HRC, обеспечивает хорошую коррозионную стойкость в сочетании с достаточной твердостью для формования.
Эти материалы используются для формования определенных типов пластмасс, которые могут выделять коррозийные газы во время обработки, или для форм, которые должны храниться во влажной среде без ржавчины.
Нержавеющие инструментальные стали дороже и труднее обрабатываются, чем P20 или H13, поэтому их использование обычно ограничивается приложениями, где коррозия является серьезной проблемой.
Нержавеющая сталь для пищевой промышленности
На рынке ланч-боксов необходимо проводить различие между материалом формы и материалом конечного продукта. Некоторые ланч-боксы сами изготавливаются из нержавеющей стали, и для них требуются другие формы.
Ланч-боксы из нержавеющей стали: Эти контейнеры не отливаются под давлением, а формируются посредством процессов штамповки или глубокой вытяжки.
Нержавеющая сталь 304 (18/8): это обычная марка пищевых ланч-боксов. Он содержит 18 процентов хрома и 8 процентов никеля, что обеспечивает коррозионную стойкость и безопасность пищевых продуктов. Он не вступает в реакцию с кислыми продуктами и пригоден для ежедневного использования.
Нержавеющая сталь 316: содержит молибден для повышенной коррозионной стойкости, особенно к хлоридам. Иногда его используют в морской среде или в приложениях, требующих более высокой коррозионной стойкости, хотя он дороже.
Нержавеющая сталь 201: более дешевая альтернатива с меньшим количеством никеля, иногда используемая в бюджетных ланч-боксах. Он обеспечивает достаточную коррозионную стойкость для нормального использования, но менее долговечен, чем 304, в тяжелых условиях.
Формы для силиконовых ланч-боксов. Растущий сегмент рынка использует пищевой силикон для изготовления складных или гибких ланч-контейнеров.
Формы для силиконовых ланч-боксов обычно изготавливаются из алюминия или стали, подобно формам для литья пластмасс под давлением, но должны учитывать различные характеристики текучести жидкого силиконового каучука.
Формование силикона часто включает литье под давлением жидкого силикона (LSIM), которое требует точного контроля температуры внутри формы для отверждения материала.
Отделка поверхности формы напрямую переносится на силиконовую деталь, поэтому текстурированная отделка для антипригарных свойств или эстетических рисунков обрабатывается непосредственно в полости формы.
Алюминий: скорость и экономичность при меньших объемах
Алюминиевые формы широко используются в производстве ланч-боксов для прототипирования, небольших производственных циклов, а также для форм, позволяющих производить компоненты с менее высокими требованиями к износу.
Обрабатываемость и сроки изготовления: алюминиевые станки значительно быстрее, чем стальные, часто в 3–5 раз быстрее. Это напрямую приводит к сокращению времени изготовления пресс-форм и снижению первоначальных затрат. Для новых дизайнов ланч-боксов или сезонных продуктов алюминий позволяет быстро выйти на рынок.
Теплопроводность: алюминий проводит тепло примерно в 3–5 раз лучше, чем инструментальная сталь. Это означает, что тепло от расплавленного пластика отводится быстрее, что потенциально сокращает время охлаждения и общее время цикла. В некоторых случаях это тепловое преимущество может компенсировать более низкую внутреннюю прочность алюминия.
Выбор сплава для форм для ланч-боксов:
QC-7 или QC-10: это деформируемые алюминиевые сплавы, специально разработанные для формования, обеспечивающие хороший баланс прочности, твердости и обрабатываемости. Они подходят для производства от десятков тысяч до 100 000 деталей.
Алюминий 7075: высокопрочный алюминиевый сплав, обеспечивающий соотношение прочности к весу и хорошую для алюминия износостойкость. Иногда его используют для изготовления компонентов пресс-форм, требующих более высокой прочности.
Алюминий 6061: сплав общего назначения, который иногда используется для форм прототипов или для применений с очень низким давлением, где требования к прочности минимальны.
Ограничения по объему производства: Алюминий мягче и менее износостойкий, чем сталь. Из алюминиевой формы для ланч-бокса можно изготовить от 10 000 до 100 000 деталей, в зависимости от абразивности пластика, прежде чем размеры полости ухудшятся или качество поверхности ухудшится. Для высокоабразивных пластмасс с наполнителем срок службы инструмента может находиться в нижней части этого диапазона.
Ремонт и модификация. Алюминиевые формы, как правило, легче ремонтировать путем сварки и повторной механической обработки, чем стальные формы, что может быть полезно при разработке продукта или для форм, требующих внесения изменений в конструкцию.
Пластины для сердечников и полостей: стратегическое размещение материала
В современных формах для ланч-боксов часто используется такой подход, при котором основная основа формы изготавливается из менее дорогого материала, а сами полости и вставки — компоненты, формирующие пластик, — изготавливаются из материалов более высокого качества.
Модульная конструкция пресс-формы. Основание пресс-формы (структурная рама, удерживающая полости) часто изготавливается из предварительно закаленной стали или даже алюминиевых пластин. Эта база обеспечивает системы поддержки, направления и катапультирования. Сменные вставки, которые фактически формируют форму ланч-бокса, изготавливаются из соответствующей марки инструментальной стали или алюминия в соответствии с конкретными производственными требованиями.
Вставки из бериллиевой меди. Для участков формы для ланч-бокса, которые трудно охлаждать, например глубоких стержней или тонкостенных секций, можно использовать вставки из бериллиевой меди.
Бериллиевая медь имеет теплопроводность в несколько раз выше, чем инструментальная сталь, что позволяет ей быстрее отводить тепло от формованной детали в местах, где невозможно разместить обычные линии охлаждения.
Это сокращает время цикла и улучшает качество деталей за счет обеспечения равномерного охлаждения.
Эти вставки обычно размещаются в стратегических местах стальной формы, сочетая прочность стали с тепловыми характеристиками меди.
Вставки из закаленной стали. Для элементов, подверженных сильному износу, таких как защелкивающиеся защелки, детали петель или элементы взаимной блокировки обода, можно использовать вставки из закаленной стали даже в алюминиевом основании или пресс-форме P20. Эти вставки обеспечивают локальную износостойкость там, где это необходимо.
Обработка поверхности и отделка
Поверхность формы напрямую переносится на коробку для завтрака, влияя как на внешний вид, так и на функциональность. Для достижения определенных характеристик к поверхностям пресс-форм применяются различные виды обработки и отделки.
Полированная отделка: Для ланч-боксов с глянцевой поверхностью или прозрачными крышками полость формы должна быть отполирована до зеркального блеска.
Полировка выполняется вручную или механически с использованием более мелких абразивов. Окончательная полировка определяет четкость прозрачных деталей.
Полированные поверхности также улучшают снятие деталей, уменьшая потребность в антиадгезивах для пресс-форм.
Текстурированная отделка. Многие ланч-боксы имеют текстурированную поверхность для лучшего захвата, устойчивости к царапинам или эстетической привлекательности.
Текстуры создаются посредством химического травления или электроэрозионной обработки (EDM). При химическом травлении кислоты используются для создания определенных рисунков на поверхности формы.
Распространенные текстуры включают тонкую матовую отделку, кожаную текстуру, геометрические узоры или нескользящие поверхности на крышках и основаниях.
Глубина текстуры и рисунок точно контролируются, поскольку они влияют как на внешний вид, так и на выброс детали.
Твердые покрытия. Чтобы продлить срок службы формы и улучшить съем деталей, на поверхность формы можно наносить различные покрытия.
Хромирование: Обеспечивает твердую, износостойкую и коррозионностойкую поверхность, которая также улучшает смазку.
Покрытие из нитрида титана (TiN): покрытие золотого цвета обеспечивает повышенную твердость и снижение трения.
Покрытия из алмазоподобного углерода (DLC): обеспечивают низкое трение и высокую твердость для требовательных применений.
Покрытия никель-ПТФЭ: сочетают твердость с антипригарными свойствами ПТФЭ (тефлона) для форм, работающих с липкими материалами или требующих минимального количества антиадгезионных средств.
Материалы системы охлаждения
Эффективное охлаждение необходимо для сокращения времени цикла и обеспечения стабильного качества деталей. Материалы, используемые для охлаждения компонентов, влияют на эффективность теплопередачи.
Каналы охлаждения: Каналы, через которые течет вода или масло для контроля температуры формы, выточены непосредственно в стальной или алюминиевой форме. Для прямолинейного охлаждения используется обычное сверление.
Перегородки и барботеры. В зонах, требующих усиленного охлаждения, в каналы охлаждения можно вставить перегородки и барботеры из меди или нержавеющей стали, чтобы направить поток охлаждающей жидкости в определенные области.
Термальные штифты. Тепловые трубки, также называемые термоштырями, иногда используются в местах, которые трудно охлаждать обычными методами. Эти герметичные медные трубки, содержащие рабочую жидкость, эффективно передают тепло от горячих точек к областям, где можно применить охлаждение.
Конформное охлаждение. Усовершенствованные формы могут включать конформные каналы охлаждения, которые точно повторяют контур полости формы. Эти сложные формы обычно производятся посредством аддитивного производства (3D-печати) с использованием порошков мартенситностареющей стали или нержавеющей стали. Улучшенная равномерность охлаждения сокращает время цикла и сводит к минимуму коробление деталей.
Рекомендации по сопутствующим товарам
-
Одноразовая пластиковая форма для стаканчиков из полипропилена
читать дальше -
Одноразовая пластиковая разъемная форма для соуса
читать дальше -
Одноразовая пластиковая квадратная форма для пищевых контейнеров
читать дальше -
Одноразовая форма для пластиковых стаканчиков для пузырькового чая 5090
читать дальше
Связаться с нами
Электронная почта: [email protected]; Или заполните контактную форму ниже.
Юнкан Хуашунь Молд Ко., Лтд. — высокотехнологичное предприятие, специализирующееся на производстве тонкостенных литьевых форм.
