 English
English 中文简体
中文简体 русский
русский Español
Español Français
FrançaisТочность в миниатюре: тонкостенное литье под давлением
Тонкостенное литье под давлением Это специализированный производственный процесс, используемый для изготовления пластиковых деталей с очень малой толщиной стенок по сравнению с площадью их поверхности. Этот метод необходим для различных отраслей промышленности, от упаковки пищевых продуктов до медицинских устройств, где требуются легкие и экономичные компоненты. Термин «тонкостенные» обычно относится к деталям с толщиной стенок менее 1 миллиметра, хотя точное определение зависит от размера и геометрии детали.
Что считается тонкостенным литьем под давлением?
Определение «тонкостенная стенка» при литье под давлением не является абсолютным, а зависит от характеристик текучести пластика и геометрии детали. Понимание этого определения помогает определить, требует ли деталь специальной обработки тонкостенных стенок.
Общие рекомендации по толщине
Для литья под давлением типичная толщина стенок составляет от 2 до 4 миллиметров. Тонкостенное формование обычно относится к деталям с толщиной стенок менее 1 миллиметра.
Более техническое определение относится к соотношению длины потока к толщине стенки. Когда расстояние, которое пластик должен протекать от литника до самой дальней точки полости, превышает в 100 раз толщину стенки, деталь обычно считается тонкостенной. Например, деталь с толщиной стенки 1 мм и длиной пути потока 100 мм имеет соотношение 100:1 и будет считаться тонкостенной.
В некоторых сегментах отрасли используются более конкретные определения. Например, в упаковке тонкостенные контейнеры обычно имеют толщину стенок от 0,3 до 0,8 мм. В корпусах электронных устройств обычная толщина составляет от 0,5 до 1,0 миллиметра.
Характеристики, определяющие тонкостенные детали
Высокий коэффициент длины потока: расплавленный пластик должен пройти значительные расстояния относительно толщины стенки, прежде чем замерзнет. Это требует высоких скоростей и давлений впрыска для полного заполнения полости.
Быстрое охлаждение: тонкие секции охлаждаются намного быстрее, чем толстые. Пластик может начать замерзать до того, как полость будет полностью заполнена, если скорость впрыска не будет высокой.
Высокое соотношение площади поверхности к объему: тонкостенные детали обычно имеют большую площадь поверхности по отношению к их массе, что влияет как на скорость охлаждения, так и на структурное поведение готовой детали.
Ограничения при выборе материала: не все пластмассы обладают достаточной текучестью, чтобы заполнить полости с тонкими стенками. Материалы должны иметь достаточно низкую вязкость в условиях обработки, чтобы достичь всех участков перед замерзанием.
Отрасли и приложения
Пищевая упаковка: контейнеры, крышки, чашки и лотки для готовых пищевых продуктов, молочных продуктов и блюд на вынос. Эти детали часто имеют стенки толщиной от 0,3 до 0,6 мм, чтобы минимизировать использование материала и стоимость.
Медицинские устройства: цилиндры шприцев, пробирки, чашки для образцов и диагностические компоненты, тонкие стенки которых облегчают передачу тепла или минимизируют объем образца.
Бытовая электроника: корпуса мобильных телефонов, крышки батарей и внутренние компоненты, тонкие стенки которых позволяют создавать компактные изделия.
Одноразовые товары: ручки для бритв, столовые приборы и предметы личной гигиены, где экономия материалов напрямую приводит к снижению затрат.
Какое оборудование необходимо для тонкостенной формовки?
Тонкостенное литье под давлением предъявляет значительно более высокие требования к оборудованию, чем обычное литье. Стандартные машины для литья под давлением, как правило, не способны стабильно производить тонкостенные детали.
Требования к инъекционному блоку
Высокая скорость впрыска: для тонкостенного формования требуется скорость впрыска, которая обычно в 5–10 раз выше, чем при обычном формовании. Обычно скорость впрыска составляет от 500 до 1000 миллиметров в секунду по сравнению с 50-100 миллиметрами в секунду для стандартных применений. Такая высокая скорость необходима для заполнения полости до того, как тонкий срез замерзнет.
Высокое давление впрыска: при стандартном формовании обычно используется давление от 500 до 1000 бар. Для тонкостенного формования часто требуется давление от 1500 до 2500 бар или выше, чтобы протолкнуть пластик через ограниченные пути потока.
Аккумуляторные системы. Многие тонкостенные машины оснащены гидравлическими аккумуляторами, которые накапливают энергию и быстро высвобождают ее во время впрыска, обеспечивая необходимую скорость без необходимости использования насосов слишком большой мощности.
Высокая пластифицирующая способность: поскольку тонкостенные детали имеют малый вес, но производятся с очень высокой частотой циклов, инжекционный блок должен быть способен плавить пластик быстрее, чем в традиционных приложениях.
Требования к зажимному устройству
Высокая сила зажима: высокое давление впрыска, необходимое для тонкостенного формования, приводит к открытию формы. Силы зажима должны быть достаточными, чтобы удерживать форму закрытой против этих сил, что обычно требует более крупных машин, чем те, которые использовались бы для сопоставимых обычных деталей.
Быстрое движение плиты: для сокращения времени цикла зажимной узел должен быстро открываться и закрываться. Время сухого цикла (время открытия и закрытия без контакта с формой) является критическим параметром производительности.
Жесткая конструкция: пресс и форма должны противостоять прогибу под действием больших сил. Любое отклонение может привести к блику или неполному заполнению.
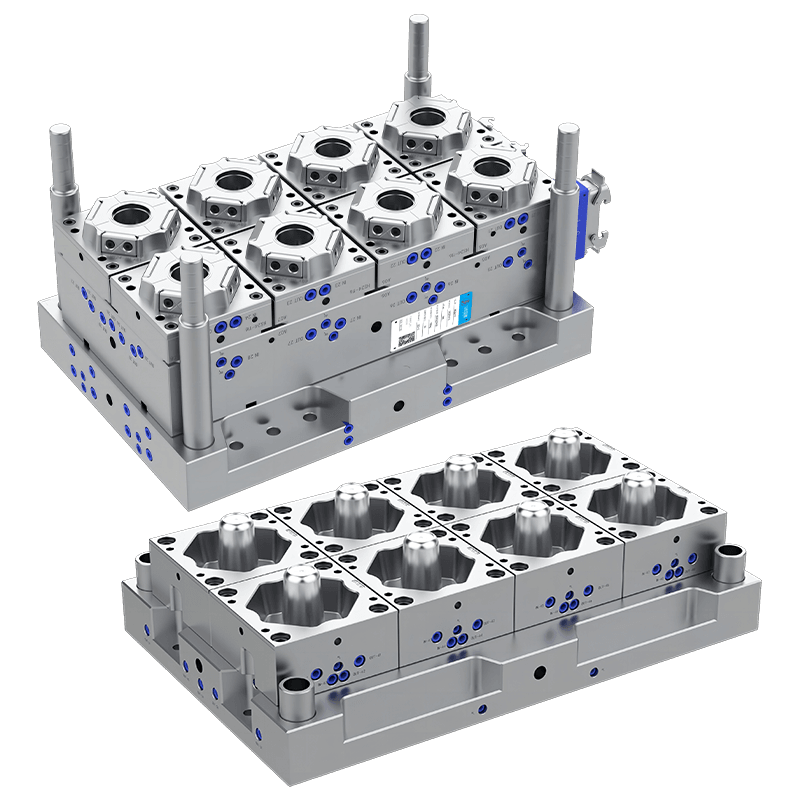
Требования к пресс-форме
Высокопрочные материалы: тонкостенные формы должны выдерживать давление и температуру. Обычно используются закаленные инструментальные стали, такие как H13, с дополнительной обработкой поверхности для повышения износостойкости.
Точная вентиляция: захваченный воздух должен быстро выходить по мере быстрого заполнения полости. Адекватная вентиляция, часто с тщательно контролируемой глубиной, предотвращает возгорание и неполное заполнение.
Эффективное охлаждение: Каналы охлаждения должны быть спроектированы так, чтобы быстро и равномерно отводить тепло. Конформное охлаждение, при котором каналы повторяют контур детали, часто используется для оптимизации охлаждения.
Надежные системы выброса: тонкие детали может быть трудно извлечь без повреждения. Расположение выталкивающих штифтов должно быть тщательно спроектировано, а скорость выталкивания должна контролироваться.
Автоматизация и обработка
Время цикла тонкостенного формования может составлять от 2 до 5 секунд, что делает извлечение детали вручную непрактичным. Неотъемлемой частью процесса являются автоматизированные системы удаления, штабелирования и упаковки деталей.
Роботы или сборщики извлекают детали из формы, часто еще теплые, и помещают их на конвейеры или в штабелирующие механизмы.
Системы внутриформовой маркировки широко распространены в тонкостенной упаковке, где этикетки помещаются в форму перед впрыском и приклеиваются к детали во время формования.
Какие материалы подходят для тонкостенной лепнины?
Выбор материала имеет решающее значение при формовании тонкостенных форм, поскольку пластик должен легко течь, сохраняя при этом адекватные механические свойства готовой детали.
Характеристики потока
Важным свойством тонкостенного формования является скорость течения расплава, которая показывает, насколько легко материал течет под действием тепла и давления. Для более тонких стенок обычно требуются более высокие скорости потока.
Значения индекса текучести расплава (MFI) для тонкостенных материалов обычно выше, чем для обычных марок. Для полипропилена тонкостенные сорта могут иметь MFI от 30 до 100 или выше по сравнению с 10-20 для сортов общего назначения.
Материал должен сохранять текучесть при высоких скоростях сдвига, возникающих во время инъекции. Некоторые материалы демонстрируют утончение при сдвиге, при котором вязкость снижается при высоких скоростях сдвига, что является преимуществом.
Распространенные тонкостенные материалы
Полипропилен (ПП): распространенный материал для тонкостенной упаковки. Он предлагает хорошую химическую стойкость, низкую стоимость и широкий выбор вариантов прозрачности. Широко доступны марки с высокой текучестью.
Полистирол (ПС): используется для жестких контейнеров и крышек, особенно там, где требуется прозрачность. Ударопрочный полистирол обеспечивает повышенную прочность в некоторых случаях.
Полиэтилен (PE): полиэтилен высокой плотности (HDPE) используется для некоторых контейнеров, хотя его характеристики текучести обычно менее благоприятны, чем у полипропилена, для очень тонких стенок.
Полиэтилентерефталат (ПЭТ): используется там, где требуется прозрачность и барьерные свойства. Для тонкостенного формования доступны специальные марки с улучшенной текучестью.
Термопластичные эластомеры (TPE): используются для мягких на ощупь компонентов, уплотнений, встроенных в жесткие детали, или гибких тонкостенных изделий.
Рекомендации для конкретных приложений
Контакт с пищевыми продуктами: Материалы должны соответствовать соответствующим правилам контакта с пищевыми продуктами. Добавки, такие как красители или зародышеобразователи, также должны быть одобрены для использования в пищевых продуктах.
Барьерные свойства: в некоторых случаях требуются барьеры для кислорода, влаги или света. Это может быть связано с многослойными структурами или специализированными материалами.
Термостойкость: для контейнеров, пригодных для использования в микроволновой печи или для горячего наполнения, требуются материалы, сохраняющие стабильность размеров при повышенных температурах.
Прозрачность: для прозрачных контейнеров используются такие материалы, как осветленный полипропилен, ПЭТ или полистирол, с отделкой формы, сохраняющей оптическое качество.
Рекомендации по сопутствующим товарам
-
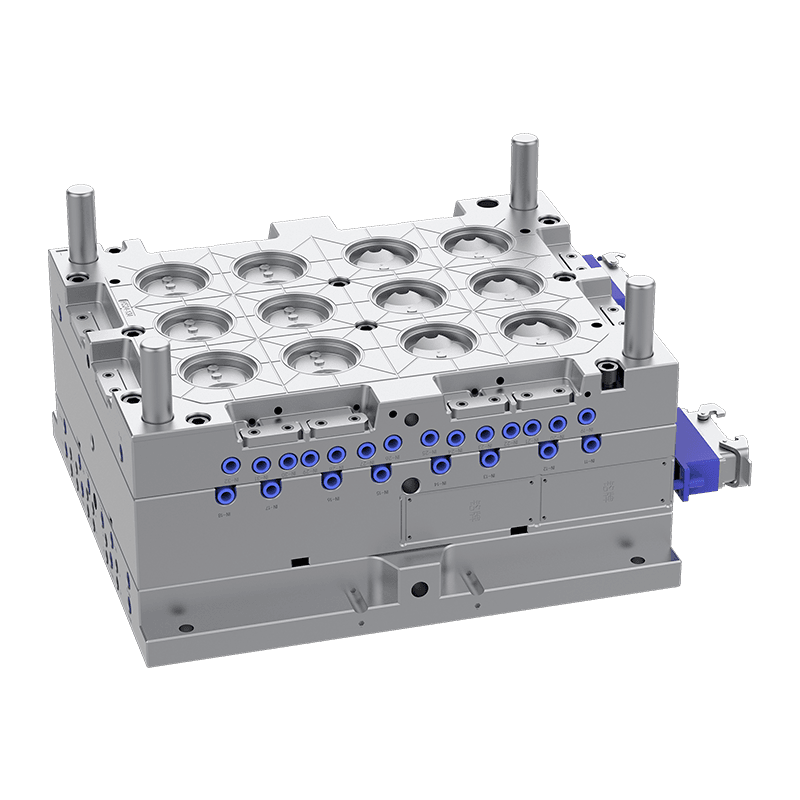
Одноразовая пластиковая форма для стаканчиков из полипропилена
читать дальше -
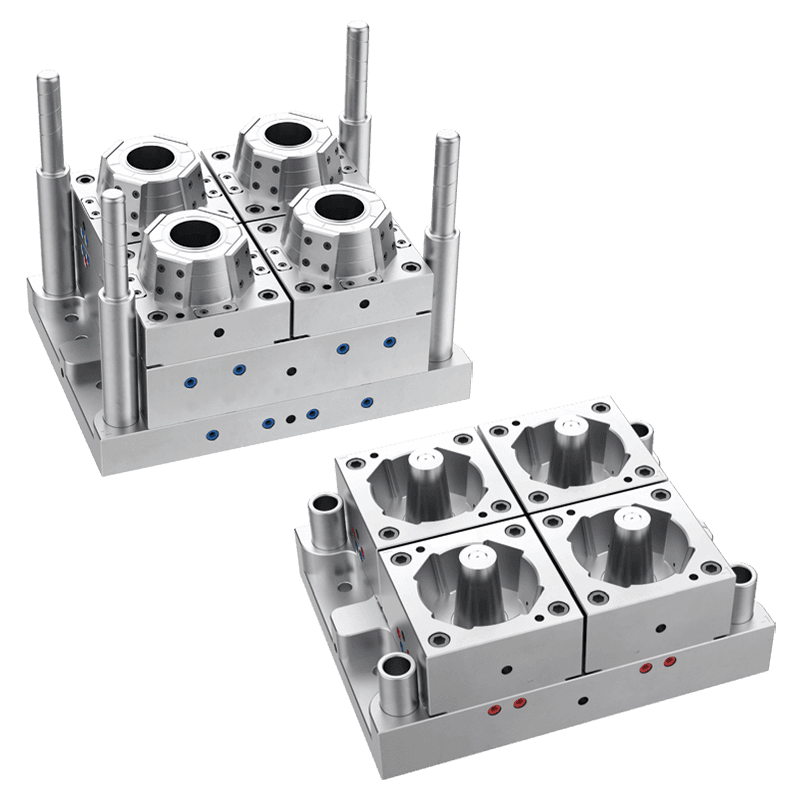
Одноразовая пластиковая разъемная форма для соуса
читать дальше -
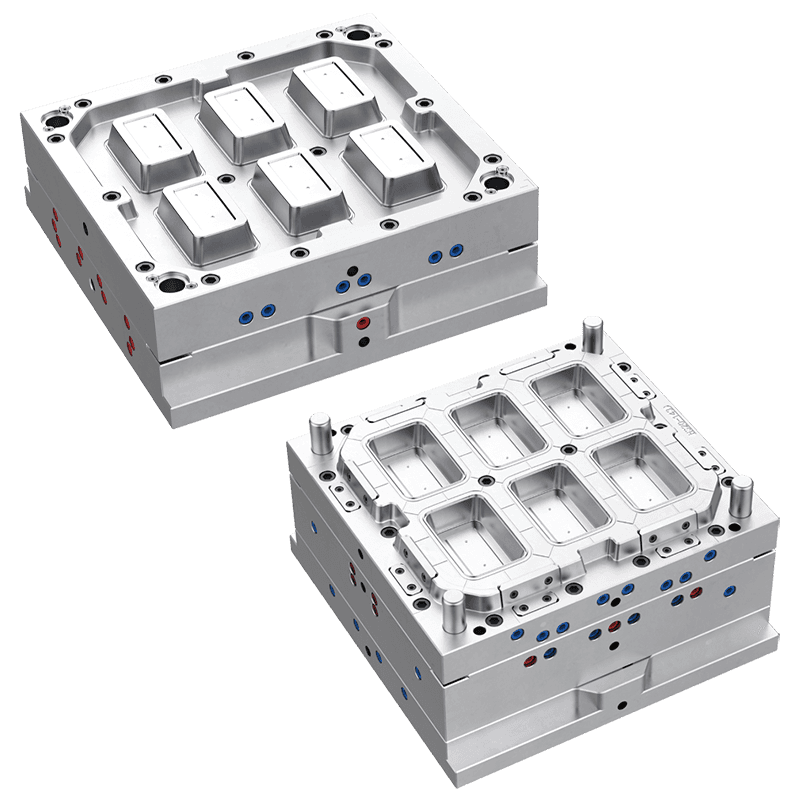
Одноразовая пластиковая квадратная форма для пищевых контейнеров
читать дальше -
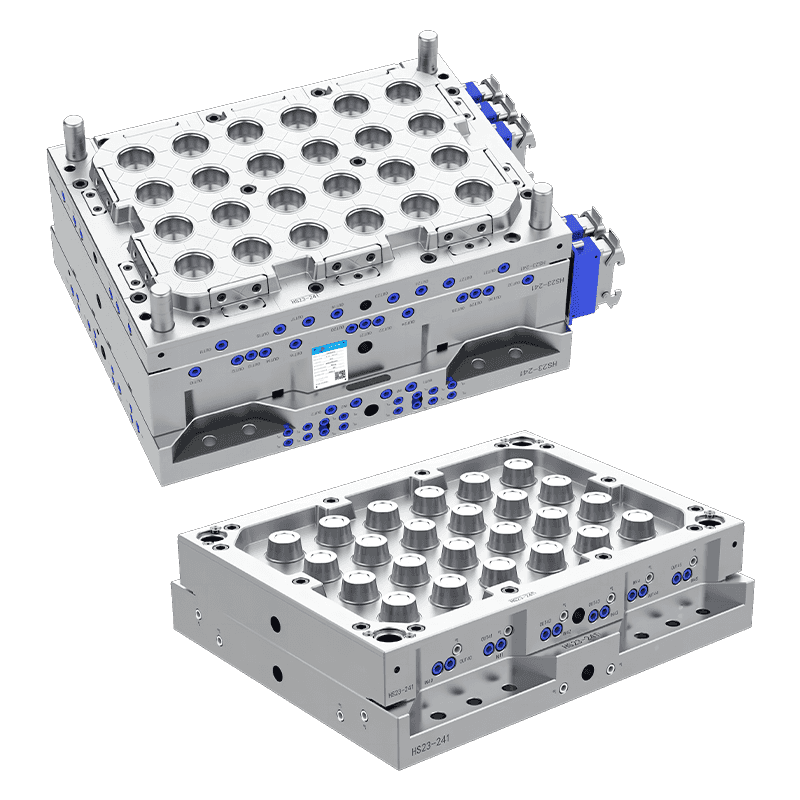
Одноразовая форма для пластиковых стаканчиков для пузырькового чая 5090
читать дальше
Связаться с нами
Электронная почта: [email protected]; Или заполните контактную форму ниже.
Юнкан Хуашунь Молд Ко., Лтд. — высокотехнологичное предприятие, специализирующееся на производстве тонкостенных литьевых форм.
