 English
English 中文简体
中文简体 русский
русский Español
Español Français
FrançaisЧто такое тонкостенное литье под давлением?
Тонкостенное литье под давлением это специализированный процесс производства пластмасс, позволяющий производить детали с тонкими и равномерными стенками. Этот метод используется для создания легких компонентов точных размеров и стабильного качества. В отличие от стандартного литья под давлением, тонкостенное формование требует более высоких скоростей впрыска, более высокого давления и тщательно спроектированных форм, чтобы обеспечить полное заполнение полостей без дефектов.

Высокоскоростное впрыскивание: процесс включает быстрое впрыскивание расплавленного пластика в полость формы для заполнения тонких участков до того, как материал остынет.
Точная толщина стенок: детали обычно имеют стенки толщиной от 0,2 мм до 2 мм, что требует точного контроля потока и охлаждения.
Экономия материалов: в тонкостенных деталях используется меньше пластика, что снижает затраты на материалы и общий вес изделия.
Рекомендации по проектированию пресс-форм: пресс-формы должны быть жесткими и хорошо охлаждаться, чтобы выдерживать высокое давление и сохранять точность размеров.
Применение: Обычно применяется в упаковке, электронике, автомобильных компонентах и потребительских товарах, где необходимы легкие, компактные и точные детали.
Литье под давлением с тонкими стенками позволяет производителям производить детали одинаковой толщины, размера и внешнего вида, отвечающие как функциональным, так и эстетическим требованиям. Его основной задачей является эффективность использования материалов и поддержание высокоскоростного производства.
Почему происходит тонкостенное литье под давлением?
Спрос на легкие компоненты
Литье под давлением с тонкими стенками происходит из-за необходимости использования легких пластиковых деталей. Такие отрасли, как упаковка, электроника и автомобилестроение, ищут материалы, которые уменьшают вес, сохраняя при этом прочность. Более тонкие стенки помогают достичь этих требований без ущерба для функциональности детали.
Эффективность и экономия материалов
Производители применяют тонкостенное формование для экономии материальных затрат. Использование меньшего количества пластика на деталь снижает затраты при массовом производстве. Кроме того, более тонкие детали требуют меньше времени на охлаждение, что обеспечивает более быстрые производственные циклы и более высокую производительность.
Технологические достижения
Развитие высокоскоростных литьевых машин, точного контроля температуры и усовершенствованной конструкции пресс-форм позволило осуществлять литье под давлением с тонкими стенками. Современное оборудование позволяет быстрее наполнять, лучше контролировать поток и минимизировать дефекты, что ранее ограничивало возможность производства тонкостенных изделий.
Экологические соображения
Сокращение использования материалов также способствует снижению воздействия на окружающую среду. Используя более тонкие секции, производители могут сократить потребление пластика и энергию, необходимую для обработки, в соответствии с целями устойчивого развития.
Процесс тонкостенного литья под давлением
Литье под давлением с тонкими стенками представляет собой процесс, аналогичный стандартному литью под давлением, но с ключевыми изменениями для работы с тонкостенными компонентами.
Подготовка материала: Гранулы термопласта сушат от влаги и нагревают до расплавленного состояния. Правильная сушка предотвращает появление дефектов, таких как пустоты или пузыри.
Высокоскоростная инъекция: расплавленный пластик быстро впрыскивается в полость формы. Высокая скорость впрыска имеет решающее значение для обеспечения заполнения всей полости до того, как материал начнет охлаждаться и затвердевать.
Контроль давления и потока: применяется высокое давление впрыска, чтобы расплавить пластик на тонкие секции. Скорость потока тщательно контролируется, чтобы предотвратить неполное заполнение, следы потока или деформацию.
Охлаждение: форма оснащена эффективными охлаждающими каналами для быстрого отвода тепла. Быстрое и равномерное охлаждение необходимо для поддержания точности размеров и предотвращения усадки или деформации.
Выброс: как только деталь достаточно остынет, она выбрасывается из формы. Детали с тонкими стенками требуют осторожного извлечения во избежание деформации или повреждения поверхности.
Постобработка: некоторые детали могут подвергаться обрезке, проверке или дополнительной отделке, в зависимости от требований применения.
Рекомендации по сопутствующим товарам
-
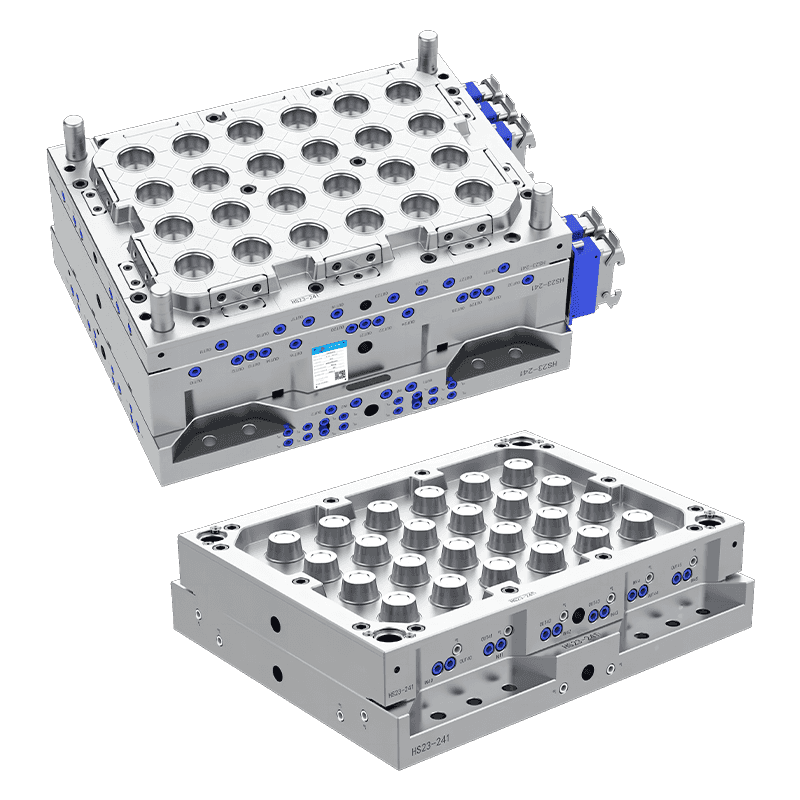
Одноразовая пластиковая форма для стаканчиков из полипропилена
читать дальше -
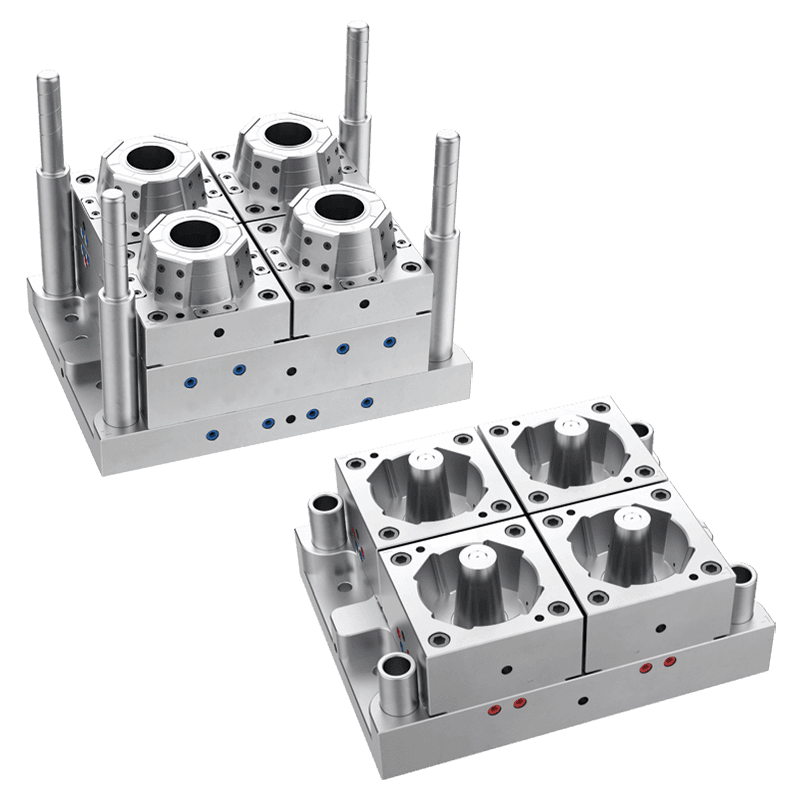
Одноразовая пластиковая разъемная форма для соуса
читать дальше -
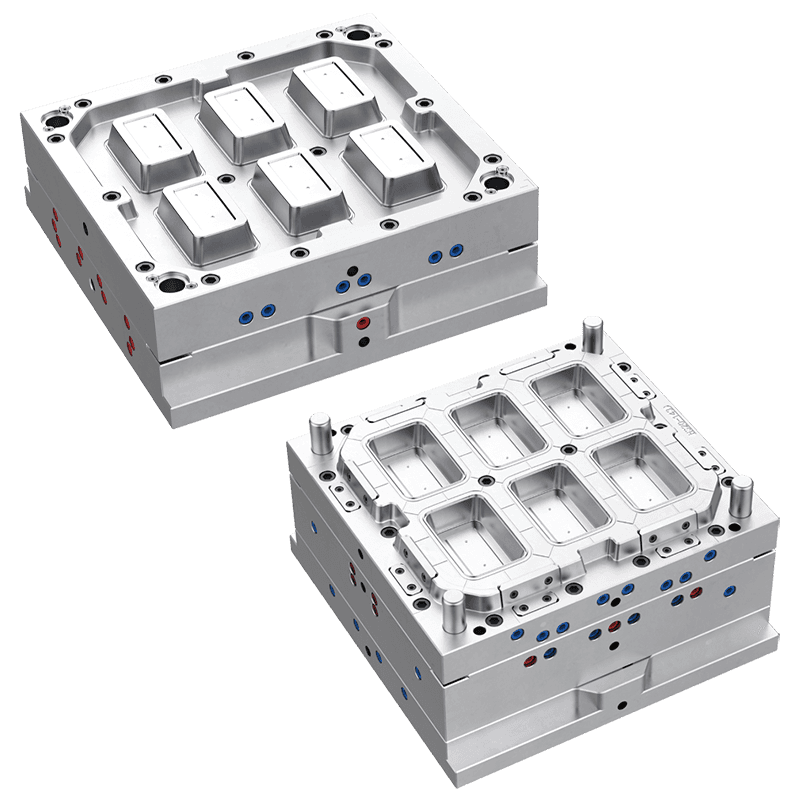
Одноразовая пластиковая квадратная форма для пищевых контейнеров
читать дальше -
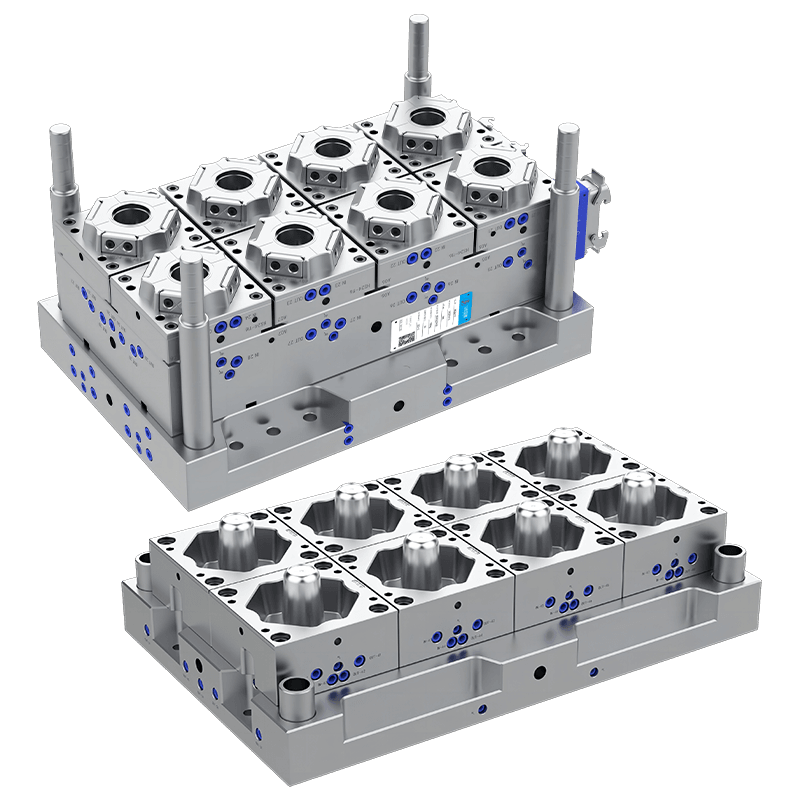
Одноразовая форма для пластиковых стаканчиков для пузырькового чая 5090
читать дальше
Связаться с нами
Электронная почта: [email protected]; Или заполните контактную форму ниже.
Юнкан Хуашунь Молд Ко., Лтд. — высокотехнологичное предприятие, специализирующееся на производстве тонкостенных литьевых форм.
