 English
English 中文简体
中文简体 русский
русский Español
Español Français
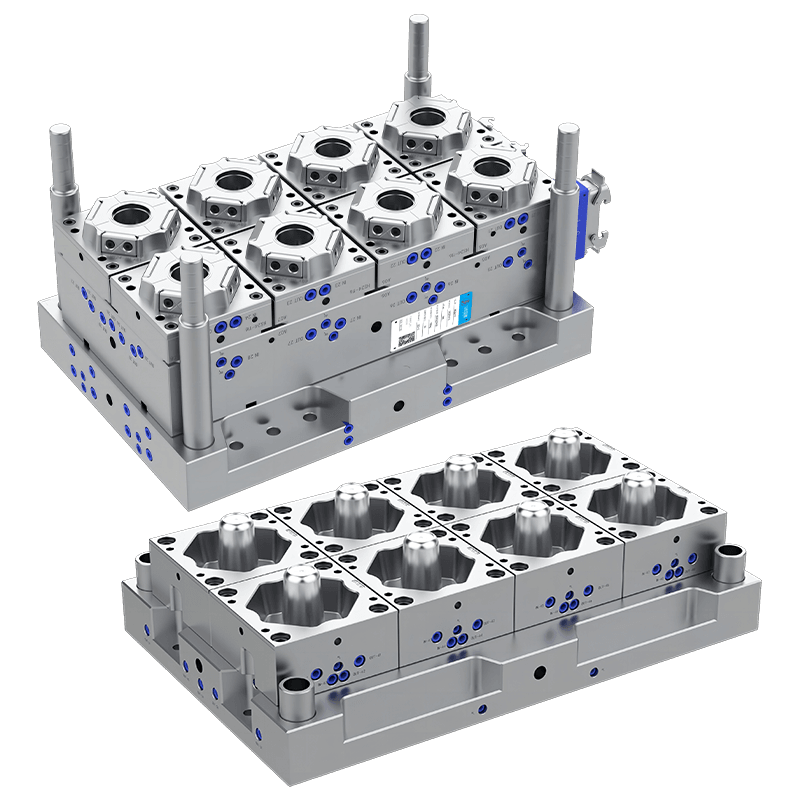
FrançaisФабрика форм для пищевых контейнеров: детали полостей, которые определяют производительность и продолжительность цикла
Форма для пищевых контейнеров — это не тот же инструмент, что и обычная форма для упаковки. Стали приходится выдерживать миллионы циклов. Охлаждение должно быстро отводить тепло, не деформируя тонкие стенки. При выталкивании необходимо высвободить деталь, которая почти ничего не весит, не оставляя при этом следов, разрывающих пищевую пленку. А завод по производству форм для пищевых контейнеров живет в пространстве между конструкцией деталей, поведением смолы и реалиями производственной линии с высокой кавитацией. Здесь деньги зарабатываются или теряются.
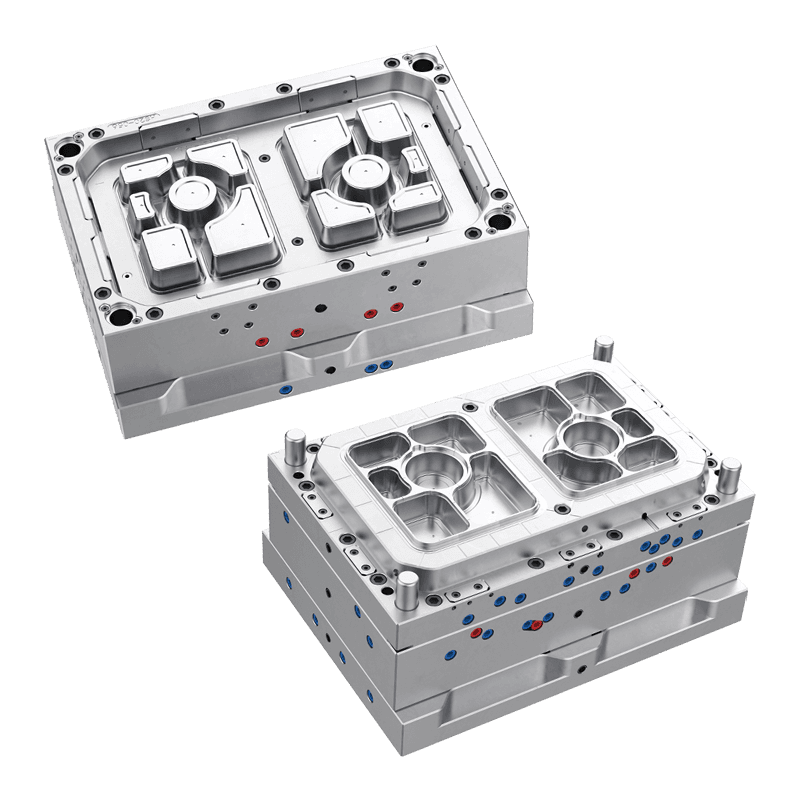
Выбор стали и количество полостей
Пресс-форма для многоместного пищевого контейнера начинается с марки стали. В полостях и сердцевинах используются абразивные смолы с высокой текучестью, а время цикла измеряется секундами. Низколегированная инструментальная сталь подходит для небольших тиражей. Для всего, что превышает несколько сотен тысяч циклов, полости требуют более высокого содержания хрома и сквозной закалки. Завод по производству форм для пищевых контейнеров, который знает ожидаемый годовой объем, определит сталь соответствующим образом и покроет поверхности полостей твердым хромом, чтобы предотвратить образование задиров и улучшить выпуск.
Количество полостей определяет производительность за цикл. Но большее количество полостей означает более сложную балансировку бегунков. Горячеканальная форма с 16 гнездами и плохо сбалансированным потоком заполняет одни полости раньше других. Полости, заполняющиеся рано, уплотняются и просвечиваются, а полости, заполняющиеся поздно, становятся короткими. Завод по производству форм для пищевых контейнеров, который проводит анализ текучести пресс-формы на каждой направляющей, выявляет это до того, как сталь будет разрезана. Тот, кто угадывает на основе симметрии, разрезает сталь дважды — один раз, чтобы построить форму, второй раз, чтобы починить ее.
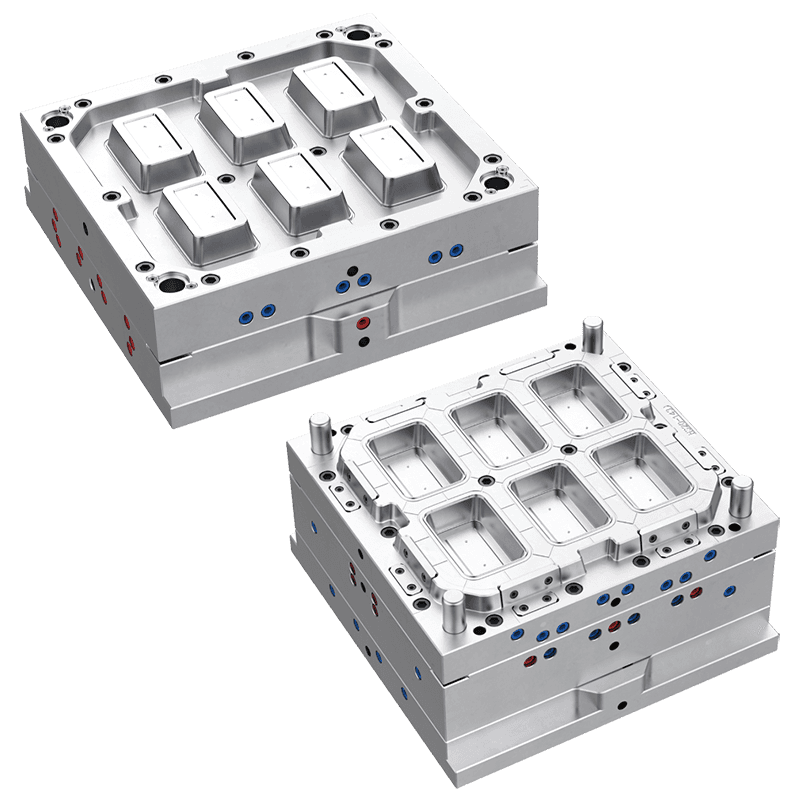
Конструкция охлаждения и время цикла
Тонкостенные пищевые контейнеры быстро замерзают. В этом весь смысл — быстрый цикл. Но неравномерное охлаждение приводит к короблению детали. Боковые стенки возле ворот нагреваются сильнее, чем основание. Углы нагреваются сильнее, чем стены. Завод по производству форм для пищевых контейнеров разрабатывает контуры охлаждения, которые точно повторяют геометрию детали: с конформным охлаждением, если позволяет бюджет, или с просверленными каналами, где это невозможно.
Разница температур между полостью и стержнем должна оставаться в узком диапазоне по всей поверхности формовки. Горячие точки задерживают выброс. Деталь прилипает. Цикл растягивается на доли секунды, что суммируется с упущенной выгодой за год производства. Попросите на заводе по производству форм для пищевых контейнеров схему системы охлаждения вместе с формой, а не после резки инструмента. Завод, который не может его обеспечить, полагается на контроль температуры пресс-формы, а не на точный отвод тепла.
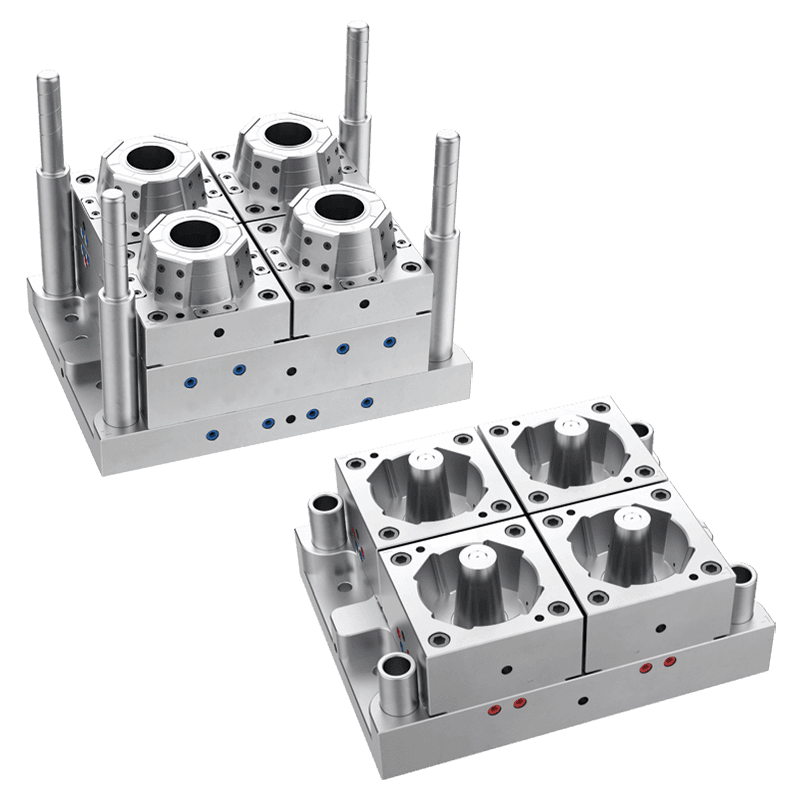
Особенности выброса и штабелирования
Контейнер для пищевых продуктов вынимается из формы за долю секунды. Система выброса — съемные пластины, воздушные тарелки или их комбинация — должна разрушать вакуум между горячим пластиком и полированной поверхностью полости, не деформируя обод. Прокатанный или помятый обод не герметичен. Завод по производству форм для пищевых контейнеров, использующий полное съемное кольцо с принудительной струей воздуха через сердцевину, цикл за циклом производит чистые круглые края. Выталкивающие штифты на тонких стенках оставляют ямочки или пробивают отверстия.
Многие контейнеры необходимо штабелировать. Форма должна иметь выступы для штабелирования или выступы с подрезами, которые позволяют одному контейнеру вставляться в другой без заедания. Эти особенности небольшие и не переносят сквозняков. Завод по производству форм для пищевых контейнеров, который обрабатывает геометрию штабелирования с жесткими допусками и достаточной вентиляцией, производит контейнеры, которые легко отделяются на линии наполнения. Тот, который не соответствует допуску, производит контейнеры, которые слипаются друг с другом и замедляют автоматическую упаковку.
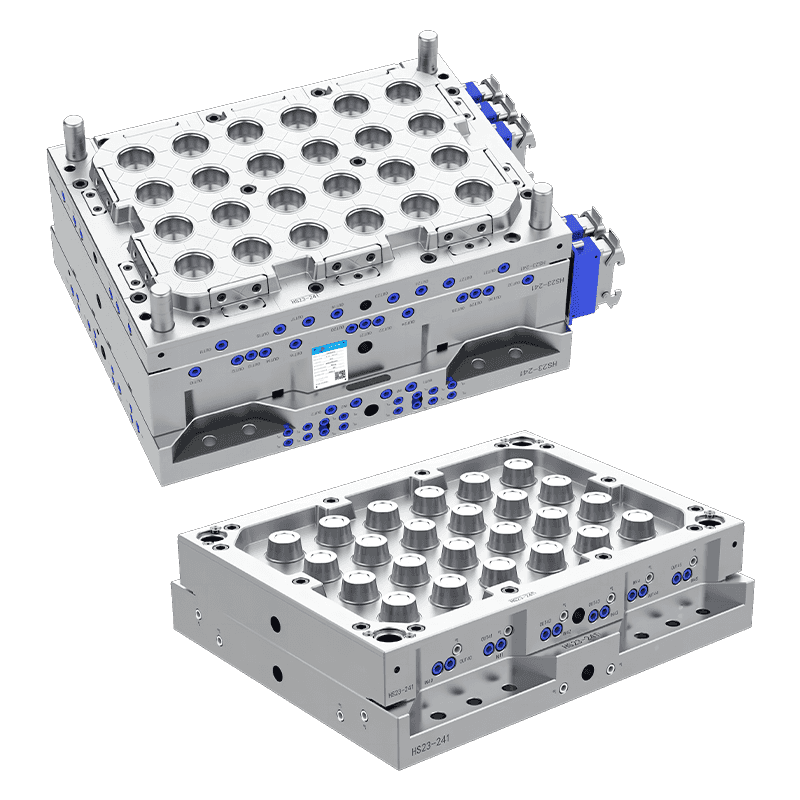
Системы направляющих: холодные, горячие или гибридные.
Холодные каналы просты и дешевы в изготовлении. Они также производят измельченный материал из литника и желоба, который необходимо повторно гранулировать и сушить. У тонкостенных контейнеров бегунок может превышать вес детали. Система горячего литника с клапанными заслонками полностью исключает использование бегуна и улучшает однородность заполнения. Это также увеличивает стоимость и сложность. Завод по производству форм для пищевых контейнеров должен рекомендовать тип желоба в зависимости от смолы, годового объема и допуска к переизмельчению пищевого материала. Если завод продвигает горячеканальные системы независимо от объема, они, возможно, оптимизируют цену инструмента, а не стоимость деталей.
Проверка и послепродажное обслуживание
Завод по производству форм для пищевых контейнеров должен провести первоначальную проверку деталей, которые поставляются вместе с формой. Проверка размеров по отпечатку. Равномерность веса по полостям. Испытания на штабелирование и герметичность. Пресс-форма должна поставляться с отчетом о размерах, а не просто с набором деталей в коробке.
Послепродажное обслуживание имеет большее значение для форм для пищевых контейнеров, чем для большинства инструментов. Кариес изнашивается. Компоненты горячеканальных систем нуждаются в очистке. Завод, который имеет запасные стержни, гнезда и вставки с горячими наконечниками для своих форм, является поставщиком, который рассчитывает поддерживать инструмент на протяжении всего его срока службы. Тот, кто рассматривает каждую форму как разовый проект, будет медленно поставлять запасные части, если полость будет повреждена в пятницу днем и линия выйдет из строя. Спрашивайте о наличии запасных частей и сроках поставки до заказа, а не после ввода в эксплуатацию. Ответ расскажет вам, занимается ли фабрика инструментальным бизнесом или продажей пресс-форм.
Рекомендации по сопутствующим товарам
-
Одноразовая пластиковая форма для стаканчиков из полипропилена
читать дальше -
Одноразовая пластиковая разъемная форма для соуса
читать дальше -
Одноразовая пластиковая квадратная форма для пищевых контейнеров
читать дальше -
Одноразовая форма для пластиковых стаканчиков для пузырькового чая 5090
читать дальше
Связаться с нами
Электронная почта: [email protected]; Или заполните контактную форму ниже.
Юнкан Хуашунь Молд Ко., Лтд. — высокотехнологичное предприятие, специализирующееся на производстве тонкостенных литьевых форм.
